Tipos de Filamento para Impressora 3D: PLA, ABS, PETG e Mais (2026)

TL;DR Não existe um filamento de impressão 3D "melhor" — apenas o mais adequado para o seu projeto específico. O PLA é ideal para iniciantes, o PETG oferece um excelente equilíbrio entre resistência e facilidade de impressão, enquanto ABS, ASA, TPU, Nylon e outros materiais de engenharia se destacam em aplicações especializadas.
A chave para uma impressão bem-sucedida é combinar o material com a finalidade. Considere fatores como resistência, flexibilidade, tolerância ao calor, exposição às intempéries e facilidade de impressão; em seguida, use as diretrizes de temperatura e armazenamento para obter os melhores resultados. Manter filamentos sensíveis à umidade bem secos é tão importante quanto escolher as configurações de impressão corretas.
Já tem um modelo para imprimir? Você pode gerar um a partir de texto ou imagem com o Tripo AI, exportá-lo como STL ou 3MF — ou até enviá-lo diretamente ao Bambu Studio com um clique. Com o modelo pronto, basta escolher o filamento mais adequado para a sua aplicação e começar a imprimir com confiança.
Os principais tipos de filamento para impressoras 3D são PLA (fácil, rígido, ótimo para iniciantes), PETG (resistente e impermeável), ABS (resistente ao calor e robusto), TPU (flexível como borracha) e Nylon (durável para peças mecânicas). Opções especiais — PC, PVA, além de compostos de madeira, fibra de carbono e silk — cobrem todas as demais necessidades. Este guia aborda os pontos fortes, fracos, temperaturas de impressão recomendadas e melhores casos de uso de cada material — além de uma tabela comparativa e dicas de armazenamento para ajudá-lo a escolher com confiança.
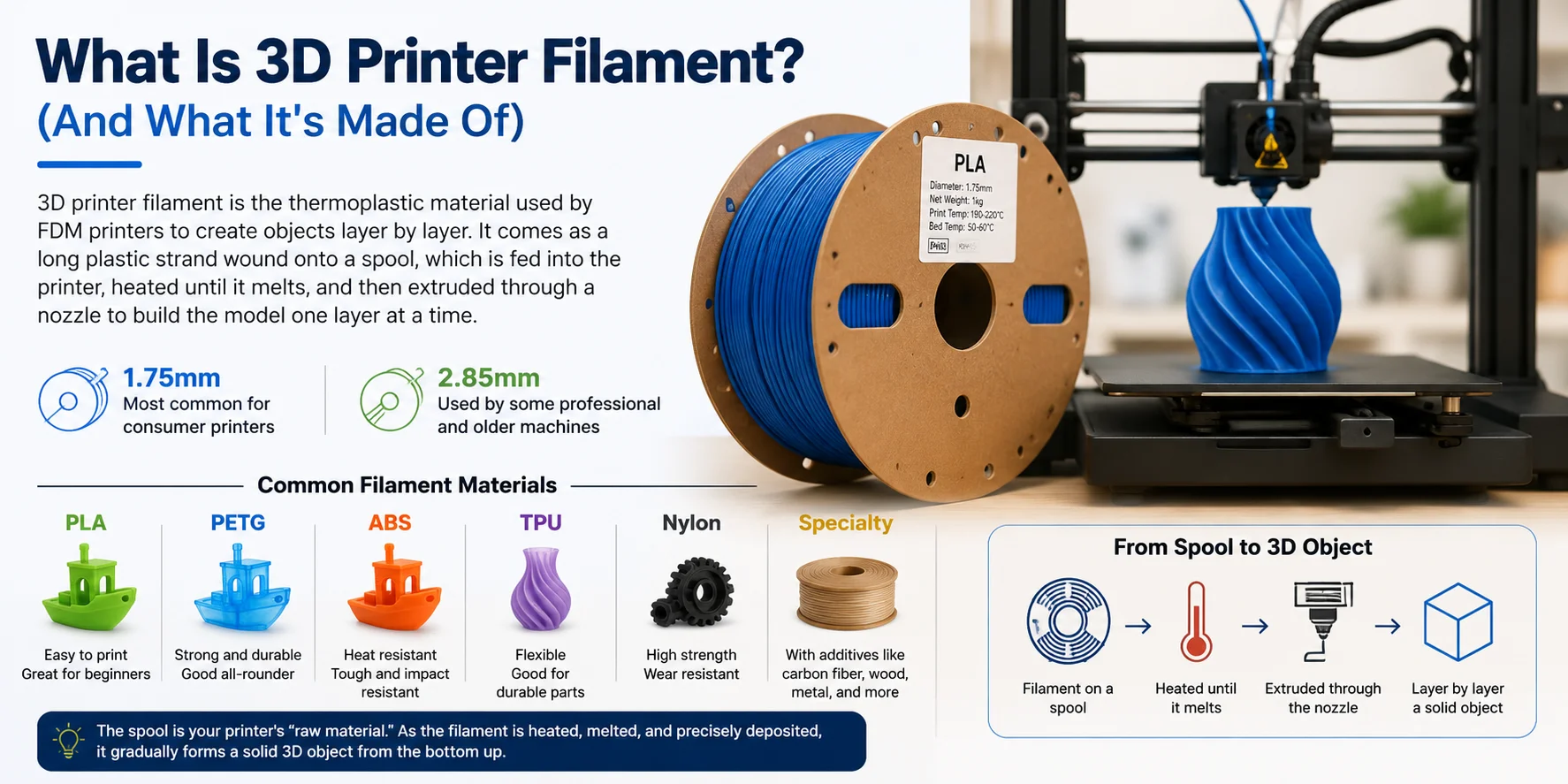
O Que É Filamento para Impressora 3D? (E Do Que É Feito)
O filamento para impressora 3D é o material termoplástico utilizado pelas impressoras 3D FDM (Modelagem por Deposição Fundida) para criar objetos camada por camada. Ele vem como um longo fio de plástico enrolado em um carretel, que é alimentado na impressora, aquecido até derreter e então extrudado por um bico para construir o modelo uma camada de cada vez.
A maioria das impressoras 3D de consumo usa filamento de 1,75 mm, enquanto algumas máquinas profissionais e mais antigas utilizam filamento de 2,85 mm (frequentemente chamado de 3 mm). O diâmetro do filamento deve corresponder ao extrusor da impressora, por isso é importante escolher o tamanho correto antes de imprimir.
O filamento é fabricado a partir de diferentes tipos de termoplásticos, cada um projetado para aplicações específicas. Os materiais comuns incluem PLA para impressões cotidianas fáceis, PETG para maior resistência e durabilidade, ABS para resistência ao calor, TPU para peças flexíveis e Nylon para componentes mecânicos exigentes. Muitos filamentos especiais também contêm aditivos como fibra de carbono, pó de madeira ou partículas metálicas para obter propriedades mecânicas únicas ou acabamentos visuais diferenciados.
Em termos simples, o carretel é a "matéria-prima" da sua impressora. À medida que o filamento é aquecido, derretido e depositado com precisão, ele gradualmente forma um objeto 3D sólido de baixo para cima.
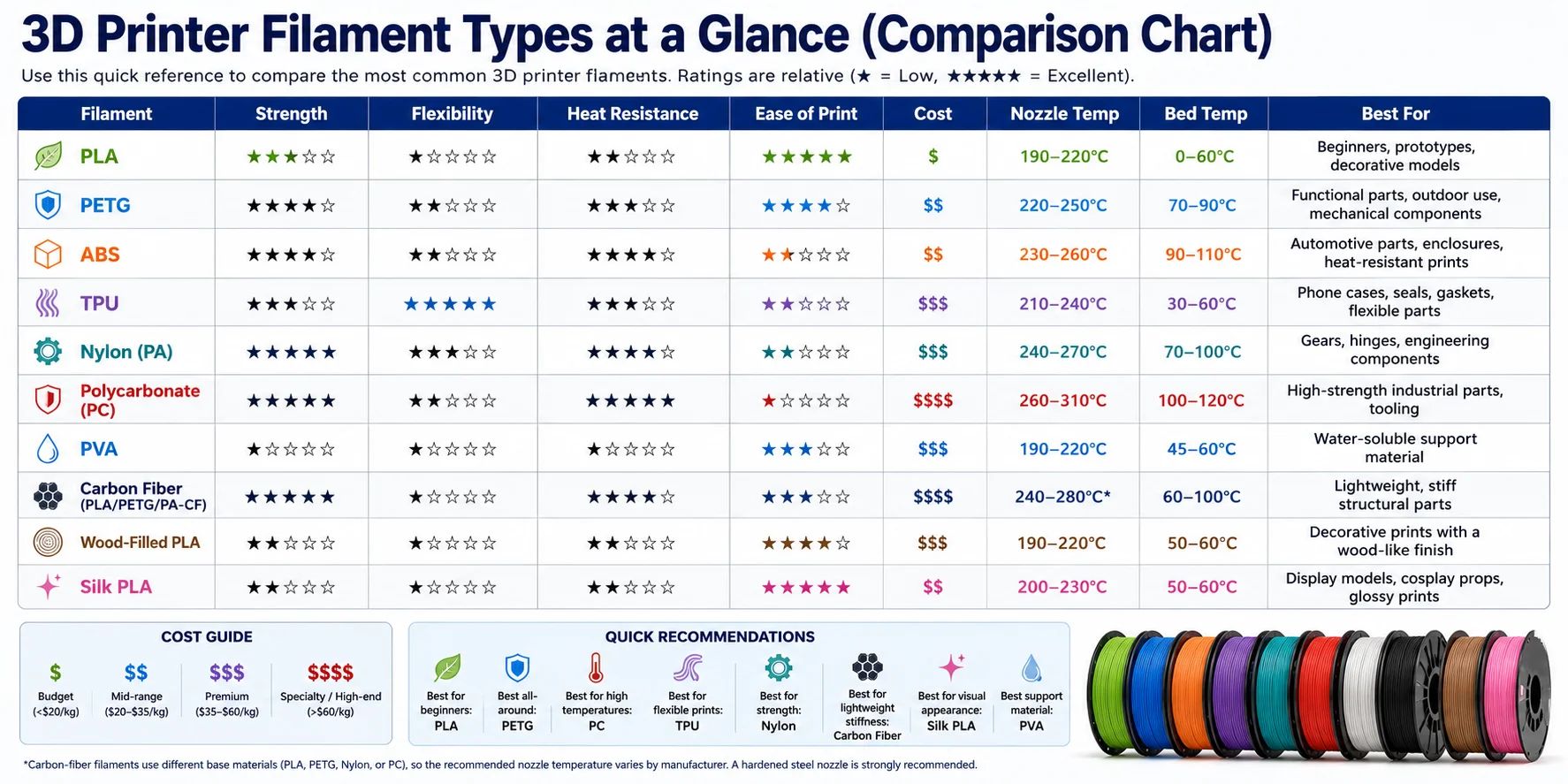
Tipos de Filamento para Impressora 3D em Resumo (Tabela Comparativa)
Escolher o filamento certo é tão importante quanto escolher a impressora certa. Diferentes materiais oferecem diferentes níveis de resistência, flexibilidade, tolerância ao calor e facilidade de impressão, tornando cada um mais adequado para certos projetos. Use a tabela comparativa abaixo como referência rápida e, em seguida, leia os guias individuais de cada material para recomendações mais detalhadas.
| Filamento | Temp. do Bico | Temp. da Mesa | Dificuldade | Melhor Para | Sensibilidade à Umidade |
|---|---|---|---|---|---|
| PLA | 190–220°C | 50–60°C | Fácil | Iniciantes, decorativo, protótipos | Baixa |
| PETG | 230–250°C | 70–80°C | Médio | Peças funcionais, uso externo | Média–Alta |
| ABS | 230–250°C | 90–110°C | Difícil | Mecânico, automotivo, invólucros | Baixa |
| ASA | 235–255°C | 90–110°C | Difícil | Externo, peças resistentes a UV | Baixa |
| TPU | 220–250°C | 45–60°C | Médio | Peças flexíveis, capas, vedações | Média |
| Nylon | 240–270°C | 70–90°C | Difícil | Engrenagens, mecânico, engenharia | Muito Alta |
| PC | 260–310°C | 90–120°C | Muito Difícil | Alta temperatura, engenharia estrutural | Média |
| PVA | 190–220°C | 45–60°C | Médio | Suportes solúveis em água | Muito Alta |
| Composto CF | Varia* | Varia* | Difícil | Peças de engenharia rígidas | Baixa–Média |
| Com madeira | 190–220°C | 50–60°C | Fácil–Médio | Decorativo, artístico | Baixa |
| Silk PLA | 190–220°C | 50–60°C | Fácil | Display, decorativo, presentes | Baixa |
*Filamentos de fibra de carbono utilizam diferentes materiais base (PLA, PETG, Nylon ou PC), portanto a temperatura recomendada do bico varia conforme o fabricante. Um bico de aço endurecido é fortemente recomendado, pois as fibras de carbono são abrasivas.
Recomendações Rápidas
- Melhor para iniciantes: PLA
- Melhor filamento versátil: PETG
- Melhor para altas temperaturas: Policarbonato (PC)
- Melhor para impressões flexíveis: TPU
- Melhor para resistência mecânica: Nylon
- Melhor para rigidez com leveza: Compostos de Fibra de Carbono
- Melhor aparência visual: Silk PLA ou PLA com madeira
- Melhor material de suporte: PVA (para impressoras com extrusor duplo)
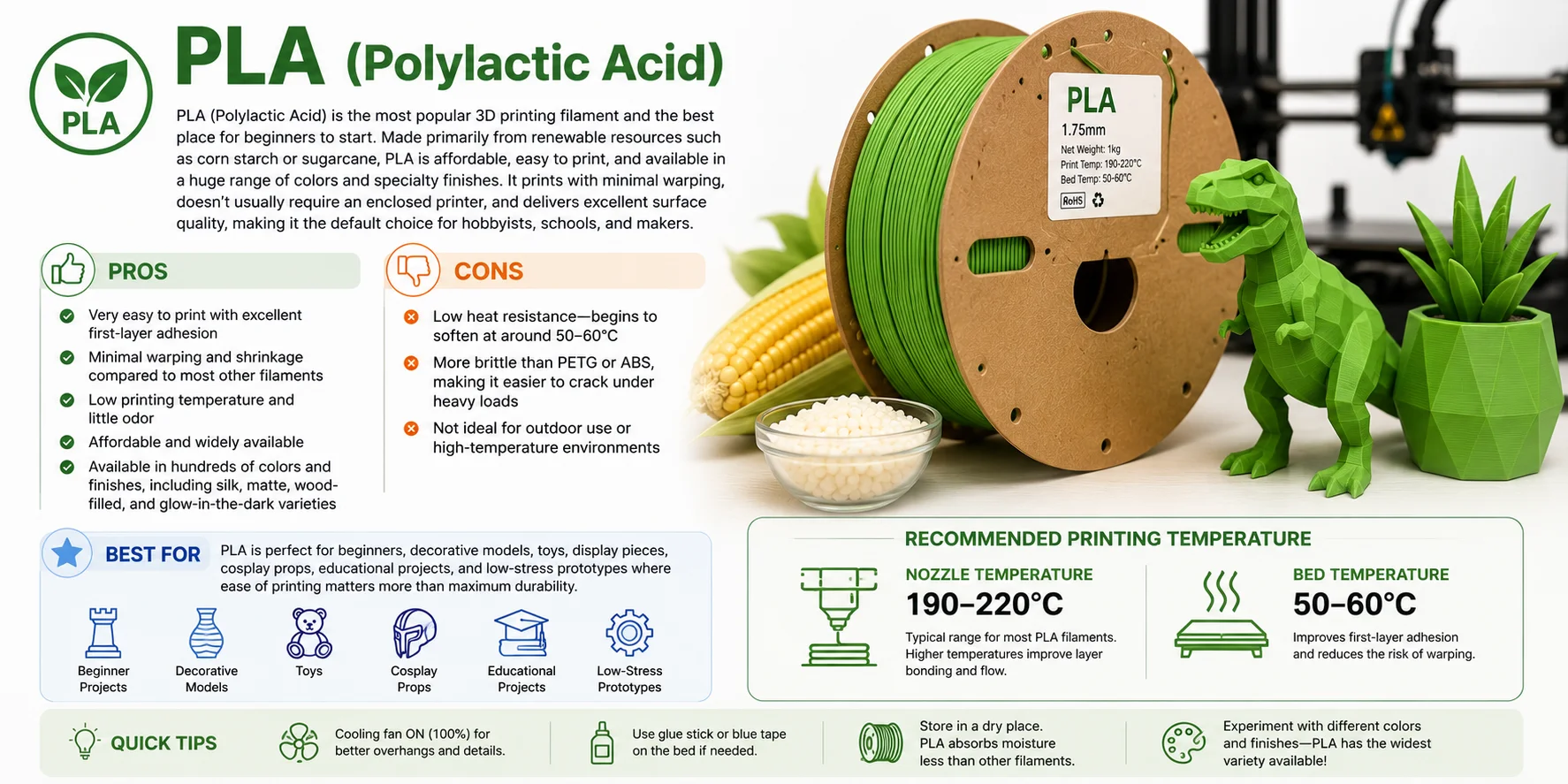
PLA (Ácido Polilático)
O PLA (Ácido Polilático) é o filamento de impressão 3D mais popular e o melhor ponto de partida para iniciantes. Fabricado principalmente a partir de recursos renováveis como amido de milho ou cana-de-açúcar, o PLA é acessível, fácil de imprimir e disponível em uma enorme variedade de cores e acabamentos especiais. Imprime com deformação mínima, geralmente não requer uma impressora fechada e oferece excelente qualidade de superfície, tornando-o a escolha padrão para hobbyistas, escolas e makers.
Prós
- Muito fácil de imprimir com excelente adesão na primeira camada
- Deformação e contração mínimas em comparação com a maioria dos outros filamentos
- Baixa temperatura de impressão e pouco odor
- Acessível e amplamente disponível
- Disponível em centenas de cores e acabamentos, incluindo silk, matte, com madeira e versões que brilham no escuro
Contras
- Baixa resistência ao calor — começa a amolecer em torno de 50–60°C
- Mais frágil que PETG ou ABS, tornando-o mais fácil de rachar sob cargas pesadas
- Não é ideal para uso externo ou ambientes de alta temperatura
Melhor Para
O PLA é perfeito para iniciantes, modelos decorativos, brinquedos, peças de display, adereços de cosplay, projetos educacionais e protótipos de baixo esforço onde a facilidade de impressão importa mais do que a máxima durabilidade.
Temperatura de Impressão Recomendada
- Bico: 190–220°C
- Mesa: 50–60°C
PETG (Polietileno Tereftalato com Glicol)
O PETG é frequentemente considerado o ponto de equilíbrio entre PLA e ABS. Ele combina grande parte da facilidade de impressão do PLA com a resistência e durabilidade do ABS, tornando-o um dos filamentos mais populares para impressão 3D funcional. O PETG oferece excelente adesão entre camadas, alta resistência ao impacto e boa resistência à água, umidade e muitos produtos químicos comuns. Também suporta melhor a exposição moderada ao ar livre do que o PLA, graças à sua maior resistência ao calor e aos raios UV.
A contrapartida é que o PETG exige um pouco mais de ajuste. Ele tende a produzir fios finos entre as partes impressas e absorve umidade do ar ao longo do tempo, o que pode reduzir a qualidade da impressão. Manter o filamento seco e ajustar as configurações de retração geralmente minimiza esses problemas.
Prós
- Forte, resistente e com alta resistência ao impacto
- Excelente adesão entre camadas
- Resistente à água e a produtos químicos
- Melhor resistência ao calor que o PLA
- Adequado para uso leve ao ar livre
Contras
- Mais propenso a formação de fios do que o PLA
- Absorve umidade e deve ser armazenado seco
- Pode ser um pouco mais difícil de calibrar
Melhor Para
Peças funcionais, capas para celular, suportes, porta-ferramentas, recipientes e acessórios leves para uso externo.
Temperatura de Impressão Recomendada
- Bico: 230–250°C
- Mesa: 70–80°C

ABS (Acrilonitrila Butadieno Estireno)
O ABS é um dos filamentos mais duráveis e resistentes ao calor disponíveis para impressoras 3D de uso doméstico. Ele pertence à mesma família de plásticos usados na fabricação de peças LEGO®, componentes automotivos e muitos eletrônicos domésticos, tornando-o uma escolha confiável para peças funcionais que precisam suportar estresse mecânico e temperaturas elevadas. O ABS também é um dos poucos filamentos comuns que pode ser alisado com vapor de acetona, produzindo uma aparência brilhante semelhante à injeção plástica.
A desvantagem é que o ABS é significativamente mais difícil de imprimir do que PLA ou PETG. Ele se contrai ao esfriar, tornando-o propenso a empenamento e separação de camadas, especialmente em modelos maiores. Uma impressora fechada é fortemente recomendada para manter uma temperatura de impressão estável. O ABS também libera fumaça perceptível durante a impressão, por isso uma boa ventilação ou sistema de filtragem de ar é importante.
Prós
- Alta resistência e rigidez
- Excelente resistência ao impacto e ao calor
- Pode ser alisado com acetona para um acabamento polido
- Durável o suficiente para peças mecânicas e de engenharia
Contras
- Odor forte e fumaça durante a impressão
- Requer boa ventilação
- Propenso a empenamento e rachaduras sem gabinete fechado
- Mais difícil de imprimir do que PLA ou PETG
Melhor Para
Peças mecânicas, componentes automotivos, invólucros eletrônicos, ferramentas e protótipos funcionais.
Temperatura de Impressão Recomendada
- Bico: 230–250°C
- Mesa: 90–110°C

TPU (Poliuretano Termoplástico) — Filamento Flexível
O TPU é um filamento flexível, semelhante à borracha, projetado para peças que precisam dobrar, comprimir ou absorver impacto. Ao contrário de materiais rígidos como PLA ou ABS, o TPU combina excelente elasticidade com alta resistência à abrasão, tornando-o ideal para peças duráveis que sofrem flexão repetida. Ele também oferece boa resistência a óleos, graxas e muitos produtos químicos.
O maior desafio com o TPU é a impressão. Como o filamento é macio, ele pode flectir ou deformar dentro do extrusor se impresso muito rapidamente. Velocidades de impressão mais lentas geralmente produzem resultados muito melhores, e um extrusor de acionamento direto (direct drive) é fortemente recomendado, pois oferece um caminho mais curto e controlado para o filamento.
Prós
- Flexível e semelhante à borracha
- Excelente absorção de impacto
- Altamente resistente ao desgaste e à abrasão
- Boa resistência a óleos, graxas e muitos produtos químicos
- Durável sob flexão repetida
Contras
- Deve ser impresso lentamente
- As configurações de retração exigem ajuste cuidadoso
- Mais difícil de imprimir com extrusores Bowden
- Sensível à umidade e deve ser armazenado seco
Melhor Para
Capas para celular, dispositivos vestíveis, vedações, amortecedores de vibração, capas de proteção, rodas e dobradiças flexíveis.
Temperatura de Impressão Recomendada
- Bico: 220–250°C
- Mesa: 45–60°C

Nylon (Poliamida)
O Nylon (Poliamida) é um dos filamentos de impressão 3D mais resistentes e duráveis disponíveis. Ele oferece resistência excepcional, excelente resistência ao desgaste e propriedades autolubrificantes naturais, tornando-o ideal para peças funcionais que precisam suportar estresse repetido, fricção ou cargas mecânicas pesadas.
O maior desafio com o Nylon é que ele é extremamente higroscópico, ou seja, absorve umidade do ar muito rapidamente. Apenas algumas horas de exposição podem causar má adesão entre camadas, formação de fios, bolhas, superfícies ásperas e redução da resistência. Sempre seque o filamento antes de imprimir e mantenha-o em uma caixa seca ou secador de filamento durante impressões longas.
Prós
- Extremamente resistente e durável
- Excelente resistência ao desgaste e à abrasão
- Superfície autolubrificante natural
- Alta resistência ao impacto e à fadiga
- Adequado para cargas mecânicas pesadas
Contras
- Extremamente higroscópico — deve ser seco antes de imprimir
- Deve ser armazenado em caixa seca ou recipiente fechado com dessecante
- Temperaturas de impressão mais elevadas necessárias
- Pode empenar sem boa adesão à mesa ou gabinete fechado
Melhor para: Engrenagens, rolamentos, dobradiças, buchas, suportes estruturais, peças mecânicas de uso intenso e protótipos de engenharia funcionais.
Configurações de impressão recomendadas: Bico 240–270°C · Mesa aquecida 70–90°C

PC (Policarbonato) e Outros Filamentos de Engenharia
O Policarbonato (PC) é um dos filamentos mais resistentes e tolerantes ao calor disponíveis para impressoras 3D desktop. Ele combina resistência mecânica excepcional, alta resistência ao impacto e excelente estabilidade dimensional, com resistência ao calor que normalmente supera 110°C. Essas propriedades tornam o PC uma escolha popular para aplicações de engenharia exigentes onde filamentos padrão como PLA ou PETG não são suficientemente duráveis.
A contrapartida é que o PC é um dos materiais mais desafiadores de imprimir. Ele requer um hotend de alta temperatura, uma mesa aquecida e, de preferência, uma impressora fechada para reduzir empenamentos e separação de camadas.
Se o seu objetivo é durabilidade ao ar livre, considere o ASA (Acrilonitrila Estireno Acrilato). O ASA oferece propriedades mecânicas semelhantes ao ABS, mas com resistência a UV e às intempéries significativamente melhor, tornando-o um dos melhores tipos de filamento para uso externo.
PC (Policarbonato)
Prós
- Resistência e resistência ao impacto extremamente altas
- Excelente resistência ao calor (tipicamente acima de 110°C)
- Boa estabilidade dimensional
- Adequado para aplicações de engenharia exigentes
Contras
- Requer bico de alta temperatura
- Empena facilmente sem gabinete fechado
- Mais difícil de imprimir do que filamentos padrão
- Frequentemente se beneficia de secagem antes da impressão
Melhor para: Componentes mecânicos, suportes estruturais, peças de máquinas, fixações de alta temperatura e protótipos industriais.
Configurações de impressão recomendadas: Bico 260–310°C · Mesa aquecida 90–120°C
ASA (Alternativa para Uso Externo)
Por que escolher ASA?
- Excelente resistência a UV e às intempéries
- Maior durabilidade ao ar livre a longo prazo do que o ABS
- Boa resistência ao calor e ao impacto
- Ideal para peças expostas à luz solar e variações climáticas
Melhor para: Invólucros externos, acabamentos automotivos, equipamentos de jardim, sinalização, peças de drone e outros componentes funcionais resistentes às intempéries.

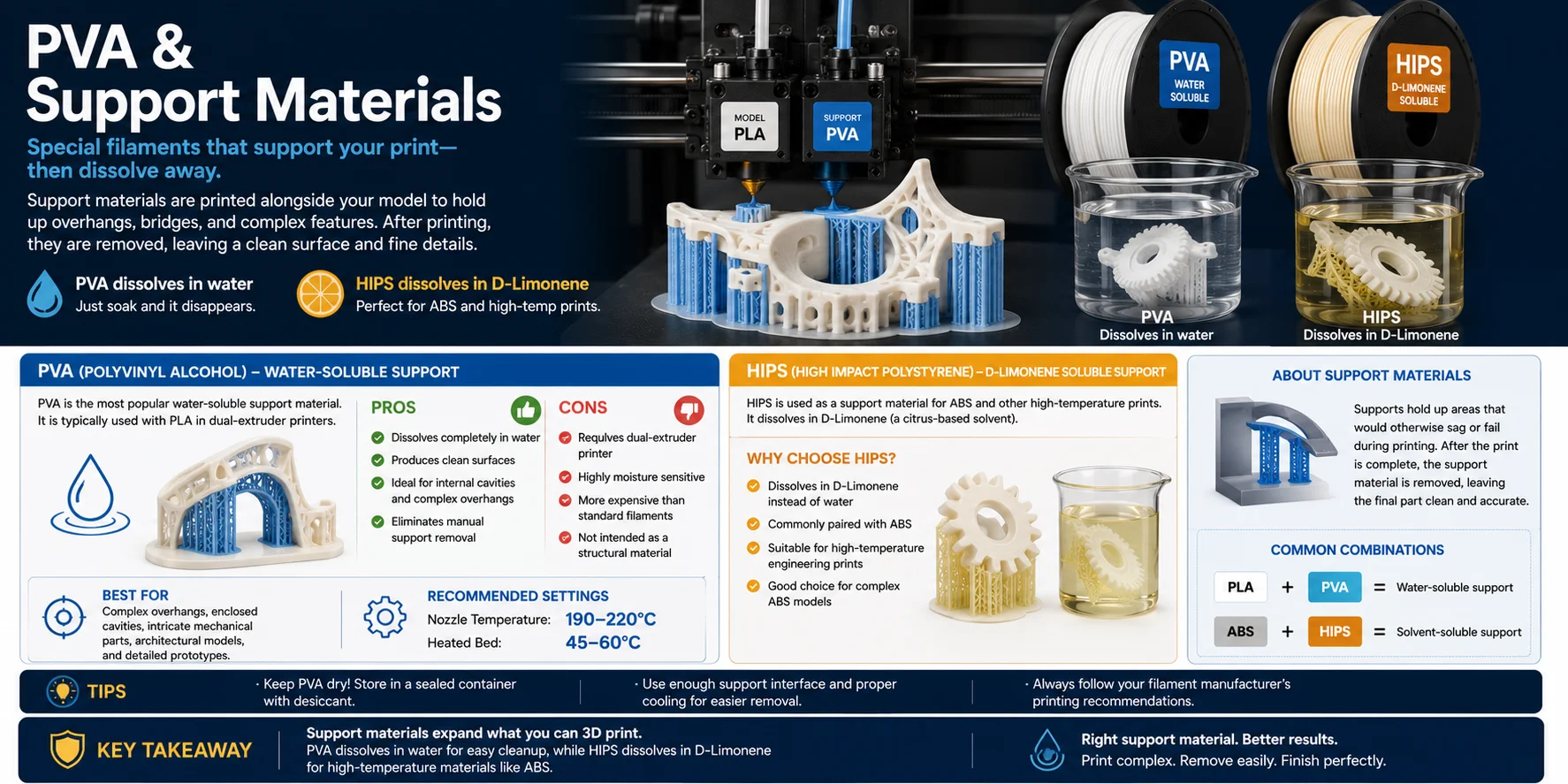
PVA e Materiais de Suporte
Nem todo filamento é projetado para fazer parte da impressão final. Materiais de suporte são filamentos especiais que sustentam temporariamente balanços, pontes e elementos internos complexos durante a impressão, sendo removidos depois.
PVA (Álcool Polivinílico) é o filamento de suporte solúvel em água mais comum. Geralmente é combinado com PLA em uma impressora 3D com extrusor duplo. Após a impressão, basta mergulhar a peça em água e o PVA se dissolve gradualmente, deixando uma superfície limpa sem a necessidade de cortar ou quebrar os suportes manualmente.
Assim como o Nylon, o PVA é altamente sensível à umidade e deve ser sempre armazenado em uma caixa seca fechada ou recipiente hermético com dessecante.
Outro material de suporte comum é o HIPS (Poliestireno de Alto Impacto), que pode ser dissolvido em D-Limoneno e é comumente combinado com ABS.
PVA (Suporte Solúvel em Água)
Prós
- Dissolve-se completamente em água
- Produz superfícies limpas em impressões complexas
- Ideal para cavidades internas e balanços difíceis
- Elimina a remoção manual de suportes
Contras
- Requer impressora com extrusor duplo para melhores resultados
- Altamente sensível à umidade
- Mais caro do que filamentos padrão
Melhor para: Balanços complexos, cavidades fechadas, peças mecânicas intrincadas, modelos arquitetônicos e protótipos detalhados.
Configurações de impressão recomendadas: Bico 190–220°C · Mesa aquecida 45–60°C
Filamentos Especiais e Compostos (Madeira, Fibra de Carbono, Silk)
Depois de dominar os filamentos padrão, os materiais especiais e compostos abrem um novo leque de possibilidades. Esses filamentos são geralmente baseados em materiais comuns como PLA, PETG ou Nylon, mas mesclados com aditivos como fibra de carbono, pó de madeira ou pigmentos especiais para melhorar o desempenho ou criar efeitos visuais únicos.
Filamentos com Fibra de Carbono
Os filamentos de fibra de carbono são geralmente compostos à base de PLA, PETG ou Nylon reforçados com fibras de carbono curtas. As fibras adicionadas aumentam a rigidez, reduzem o peso e melhoram a estabilidade dimensional. A fibra de carbono é altamente abrasiva, portanto um bico de aço endurecido é fortemente recomendado.
Melhor para: Peças de drone, componentes de aeromodelismo, suportes de máquinas, gabaritos, fixações e peças de engenharia leves.
Filamentos com Madeira
Os filamentos com madeira combinam PLA com fibras finas de madeira para criar impressões que se assemelham à madeira real. Podem ser lixados, tingidos, pintados ou selados. Muitos usuários preferem um bico de 0,5 mm ou 0,6 mm para impressão mais confiável.
Melhor para: Modelos decorativos, adereços de cosplay, modelos arquitetônicos, placas, artesanato e projetos artísticos.
Silk PLA
O Silk PLA é formulado para produzir um acabamento excepcionalmente brilhante e com aparência metálica, sem necessidade de pós-processamento. Imprime de forma semelhante ao PLA padrão, mas é otimizado para aparência.
Melhor para: Modelos de display, miniaturas, vasos, presentes, acessórios de cosplay e impressões decorativas em que a qualidade visual é mais importante do que o desempenho mecânico.
Outros Filamentos Especiais
- PLA Fluorescente (Glow-in-the-Dark) contém aditivos fosforescentes, ideal para brinquedos, placas e impressões decorativas.
- PLA+ (PLA Reforçado) oferece maior resistência ao impacto enquanto permanece fácil de imprimir.
- Outras opções incluem filamentos com metal, mármore, mudança de cor e reatividade à temperatura para efeitos visuais únicos.

Como Escolher o Filamento pelo Caso de Uso
Com tantos tipos de filamento disponíveis, a maneira mais fácil de escolher não é pelas propriedades do material — é pelo que você está tentando fazer. Em vez de perguntar "Qual filamento é o melhor?", pergunte "O que minha impressão precisa fazer?"
| Caso de Uso | Filamento Recomendado | Por Quê |
|---|---|---|
| Primeira impressão / iniciante | PLA | Fácil de imprimir, pouco empenamento, barato |
| Peças funcionais resistentes | PETG | Mais resistente que PLA, impermeável |
| Peças resistentes ao calor | ABS ou PC | Alta tolerância ao calor |
| Uso externo | ASA | Resistente a UV e às intempéries |
| Peças flexíveis | TPU | Semelhante à borracha, dobra e comprime |
| Engrenagens/rolamentos mecânicos | Nylon | Autolubrificante, muito resistente |
| Alta rigidez / leveza | Composto de Fibra de Carbono | Excelente relação rigidez/peso |
| Decorativo / visual | Silk PLA ou PLA com madeira | Acabamento atraente |
| Balanços complexos | PVA (extrusor duplo) | Remoção de suporte solúvel em água |
Recomendações Rápidas
Escolha PLA se... você está comprando seu primeiro carretel, quer impressão confiável sem complicações, ou seu modelo é principalmente decorativo ou um protótipo.
Escolha PETG se... você precisa de peças funcionais mais resistentes e duráveis, a impressão pode ser exposta à umidade, ou quer equilíbrio entre facilidade de impressão e desempenho.
Escolha ABS ou ASA se... sua peça precisa suportar calor, é um componente automotivo ou de oficina, ou será usada ao ar livre (ASA é a melhor escolha para uso externo).
Escolha TPU se... a peça precisa dobrar, comprimir ou absorver impacto.
Escolha Nylon se... máxima resistência e durabilidade ao desgaste são mais importantes do que facilidade de impressão, ou você está imprimindo engrenagens, dobradiças, buchas ou peças mecânicas de uso intenso.
Escolha filamentos especiais se... você quer uma aparência única, precisa de maior rigidez ou está imprimindo modelos complexos que requerem suportes solúveis.
Conclusão Rápida
Para a maioria das pessoas, o PLA continua sendo o melhor ponto de partida. À medida que suas necessidades de impressão se tornam mais especializadas, avance para o PETG para peças funcionais, ABS ou ASA para durabilidade ao calor e ao ar livre, TPU para flexibilidade, Nylon para aplicações de engenharia e filamentos especiais quando precisar de estética única ou desempenho avançado.
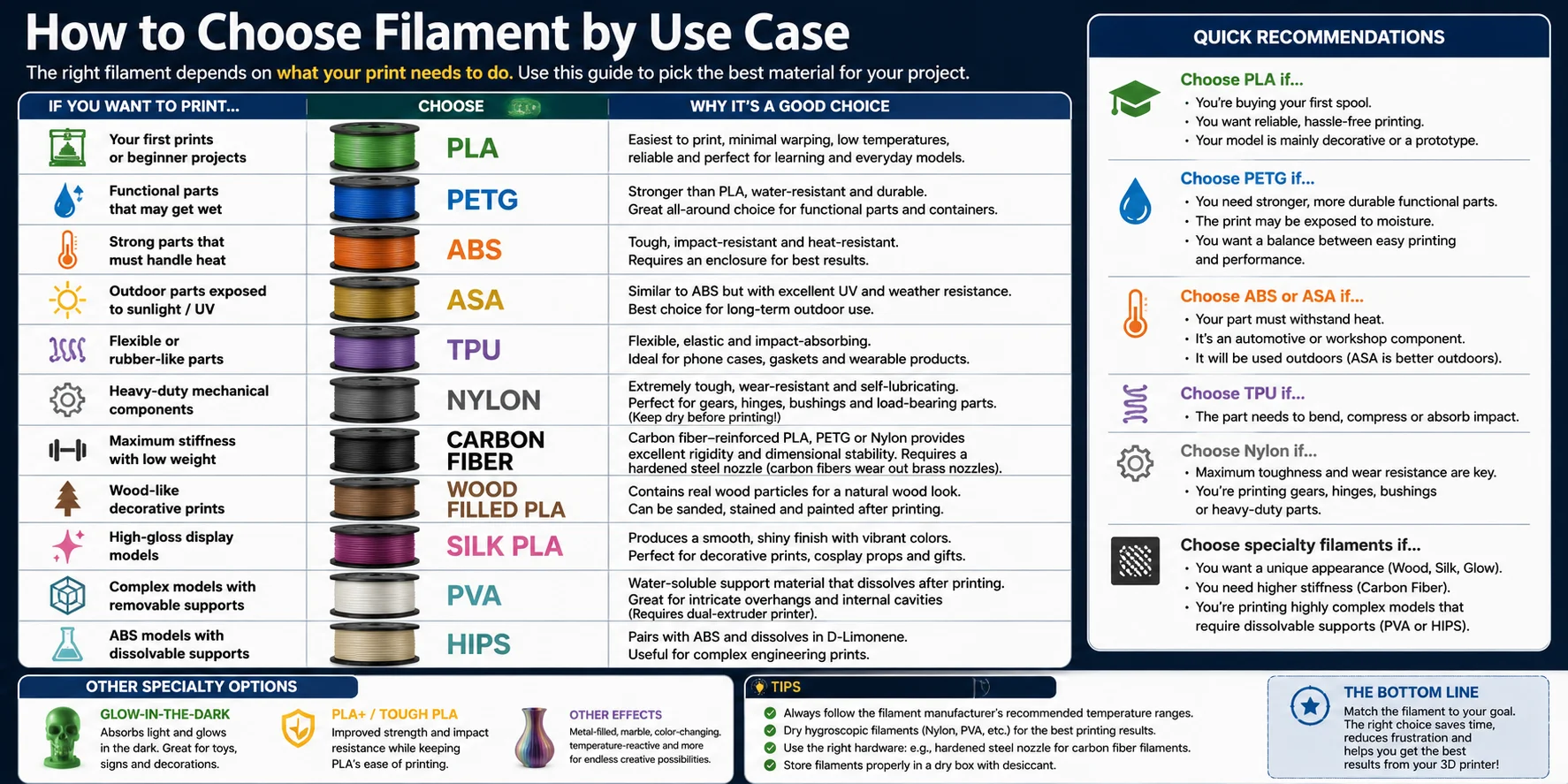
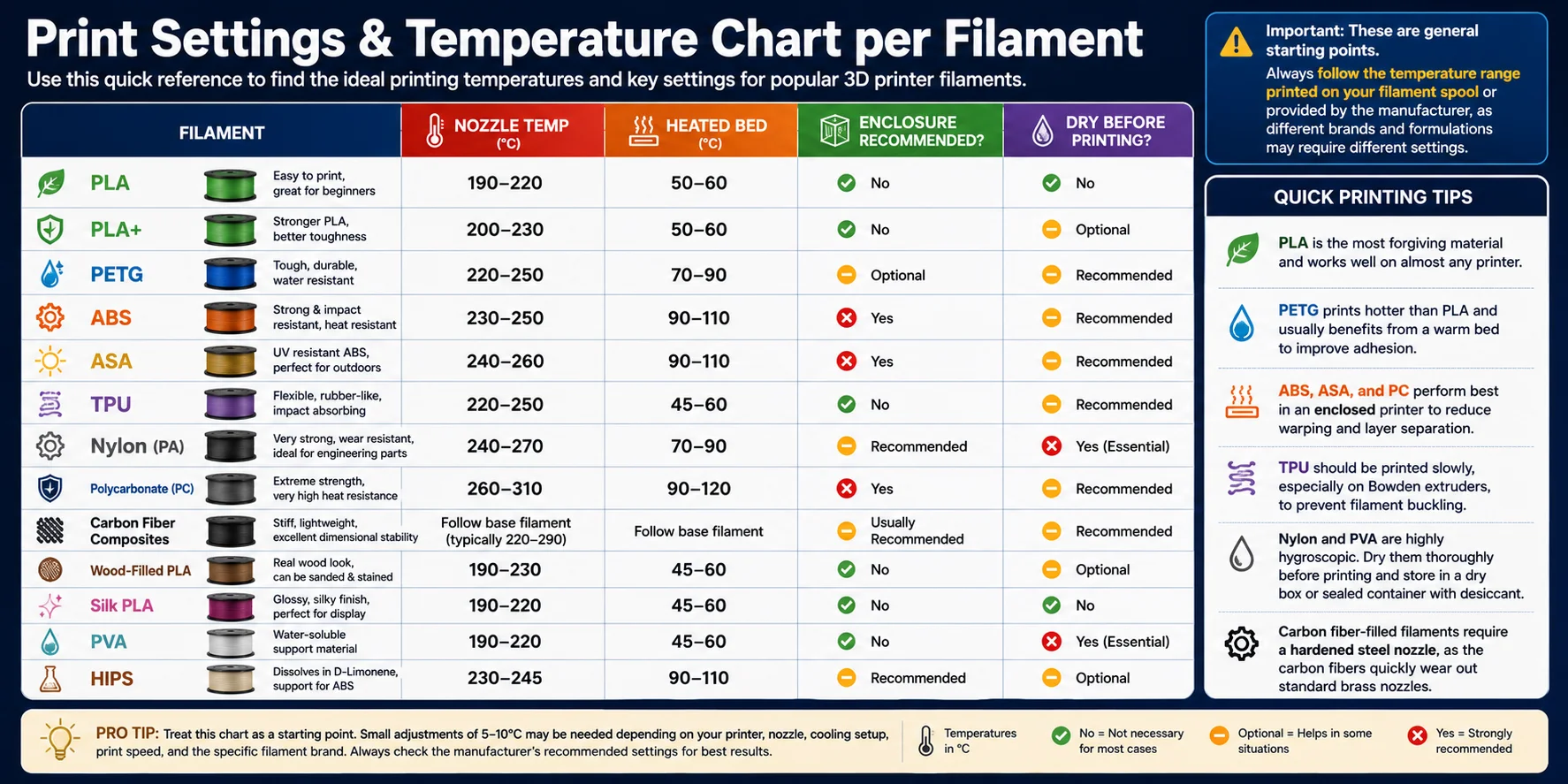
Tabela de Configurações e Temperaturas de Impressão por Filamento
Cada filamento tem sua própria faixa de temperatura de impressão ideal. Usar as temperaturas corretas de bico e mesa é uma das maneiras mais fáceis de melhorar a qualidade de impressão, reduzir empenamentos e obter uma adesão de camadas mais forte.
Importante: Esses são pontos de partida gerais. Sempre siga a faixa de temperatura impressa no carretel do filamento ou fornecida pelo fabricante, pois diferentes marcas e formulações podem exigir configurações diferentes.
| Filamento | Temp. do Bico | Temp. da Mesa | Gabinete Fechado | Secagem Recomendada |
|---|---|---|---|---|
| PLA | 190–220°C | 50–60°C | Não necessário | Opcional |
| PETG | 230–250°C | 70–80°C | Não necessário | Recomendada |
| ABS | 230–250°C | 90–110°C | Fortemente recomendado | Opcional |
| ASA | 235–255°C | 90–110°C | Fortemente recomendado | Opcional |
| TPU | 220–250°C | 45–60°C | Não necessário | Recomendada |
| Nylon | 240–270°C | 70–90°C | Recomendado | Fortemente recomendada |
| PC | 260–310°C | 90–120°C | Fortemente recomendado | Recomendada |
| PVA | 190–220°C | 45–60°C | Não necessário | Fortemente recomendada |
| Composto CF | Varia | Varia | Varia | Opcional |
Dicas Rápidas de Impressão
- PLA é o material mais tolerante e funciona bem em quase qualquer impressora.
- PETG imprime em temperatura mais alta que o PLA e geralmente se beneficia de uma mesa aquecida para melhorar a adesão.
- ABS, ASA e PC têm melhor desempenho em impressora fechada para reduzir empenamento e separação de camadas.
- TPU deve ser impresso lentamente, especialmente em extrusores Bowden, para evitar o colapso do filamento.
- Nylon e PVA são altamente higroscópicos. Seque-os bem antes de imprimir e armazene-os em caixa seca com dessecante.
- Filamentos com fibra de carbono exigem um bico de aço endurecido, pois as fibras de carbono desgastam rapidamente os bicos de latão padrão.
Armazenamento e Manuseio (Mantendo o Filamento Seco)
Um dos fatores mais ignorados na impressão 3D é a umidade do filamento. Muitos problemas de impressão que parecem ser causados por temperaturas incorretas ou configurações de fatiamento ruins são, na verdade, provocados por filamento úmido. Se o seu filamento de repente começa a produzir excesso de fios, estalos ou crepitações, superfícies ásperas, extrusão inconsistente ou peças frágeis, a umidade costuma ser a primeira coisa a verificar.
Quais Filamentos Absorvem Mais Umidade?
| Filamento | Sensibilidade à Umidade | Prioridade de Armazenamento |
|---|---|---|
| Nylon (PA) | Muito Alta | Crítico — sempre secar e vedar |
| PVA | Muito Alta | Crítico — sempre secar e vedar |
| PETG | Média–Alta | Importante — armazenar vedado com dessecante |
| TPU | Média | Importante — armazenar vedado |
| PC | Média | Armazenar vedado com dessecante |
| ABS | Baixa | Armazenamento padrão vedado |
| PLA | Baixa | Armazenamento padrão vedado |
Uma forma simples de lembrar: Nylon > PETG > TPU > PLA
As Melhores Formas de Armazenar Filamento
- Sacos a vácuo com pacotes de dessecante novos para armazenamento de longo prazo.
- Caixas secas que permitem imprimir diretamente do recipiente enquanto mantêm a umidade baixa.
- Potes plásticos herméticos com gel de sílica reutilizável ou dessecantes de peneira molecular.
Secando o Filamento Antes de Imprimir
| Filamento | Temperatura de Secagem | Duração da Secagem |
|---|---|---|
| PLA | 45–55°C | 4–6 horas |
| PETG | 65–75°C | 4–6 horas |
| ABS | 60–80°C | 3–4 horas |
| TPU | 55–65°C | 4–6 horas |
| Nylon | 70–90°C | 8–12 horas |
| PVA | 45–55°C | 4–6 horas |
| PC | 80–90°C | 6–8 horas |
Use um secador de filamento dedicado ou um forno de convecção com controle de temperatura com cuidado. Evite superaquecer o carretel, pois temperaturas excessivas podem deformar tanto o filamento quanto o carretel em si.
Boas Práticas
- Armazene carretéis abertos em recipientes fechados com dessecante.
- Seque filamentos higroscópicos antes de impressões importantes.
- Mantenha Nylon, PVA, PETG e TPU longe de ambientes úmidos sempre que possível.
- Se ouvir estalos durante a impressão, pare e seque o filamento antes de continuar.
- Rotule os carretéis abertos com a data em que foram usados pela primeira vez para saber quando podem precisar de secagem novamente.

Perguntas Frequentes
Quais são os diferentes tipos de filamento para impressoras 3D?
Os filamentos para impressoras 3D mais comuns incluem PLA, PETG, ABS, ASA, TPU, Nylon (PA), Policarbonato (PC), PVA e HIPS, além de materiais especiais como filamentos com fibra de carbono, madeira e silk. Cada material tem diferentes pontos fortes: PLA é melhor para iniciantes, PETG para peças funcionais duráveis, ABS e ASA para resistência ao calor e uso externo, TPU para flexibilidade, e Nylon ou PC para aplicações de engenharia exigentes.
Devo usar PETG ou PLA?
Escolha PLA se você é iniciante ou está imprimindo modelos decorativos e protótipos — é mais fácil de imprimir e produz excelente qualidade de superfície. Escolha PETG se precisar de peças mais resistentes, duráveis e impermeáveis, como suportes funcionais, recipientes ou itens para uso externo.
PLA ou PETG é menos tóxico?
O PLA é geralmente considerado menos tóxico que o PETG. O PLA é feito de materiais renováveis de origem vegetal e normalmente produz menos odor durante a impressão. Independentemente do material, é sempre uma boa ideia imprimir em local bem ventilado.
Qual filamento devo usar para impressões 3D ao ar livre?
Para uso externo, o ASA é a melhor escolha, pois combina resistência no nível do ABS com resistência a UV e às intempéries significativamente melhor. O PETG é uma segunda opção sólida para exposição leve ao ar livre. Evite o PLA ao ar livre, pois ele amolece em temperaturas elevadas e se degrada com a exposição à luz UV.
Qual é a diferença entre filamento PLA e ABS?
A principal diferença está na resistência ao calor e na facilidade de impressão. O PLA é mais fácil de imprimir — requer temperaturas menores, raramente empena e produz pouco odor. O ABS suporta temperaturas mais altas (até ~100°C) e é mais resistente ao estresse mecânico, mas empena facilmente, requer gabinete fechado e libera fumaça perceptível.
Qual é o filamento mais resistente para impressoras 3D?
Para impressão FDM desktop, o Policarbonato (PC) é geralmente considerado o filamento mais resistente — combina resistência à tração excepcional, alta resistência ao impacto e tolerância ao calor acima de 110°C. O Nylon fica em segundo lugar e é melhor para peças que precisam de tenacidade e resistência à fadiga.
Como escolho o filamento certo para minha impressão 3D?
Comece perguntando o que a peça impressa precisa fazer: se é decorativa ou uma primeira impressão, escolha PLA; se precisa de resistência e impermeabilidade, use PETG; se precisa suportar calor ou estresse mecânico, use ABS, ASA ou Nylon; se precisa ser flexível, escolha TPU.
Como o PETG se compara ao PLA e ao ABS?
O PETG fica entre o PLA e o ABS em quase todas as categorias. É mais resistente e tolerante ao calor do que o PLA (amolece em torno de 80°C contra 60°C do PLA), enquanto é muito mais fácil de imprimir do que o ABS — sem necessidade de gabinete fechado e empenamento mínimo. Para a maioria das impressões funcionais, o PETG é a melhor escolha versátil quando o PLA não é suficientemente durável, mas você não quer a complexidade do ABS.
Qual filamento é melhor para impressão 3D de miniaturas?
Para miniaturas e modelos altamente detalhados, o PLA padrão ou PLA+ é a escolha FDM mais popular — retém bem os detalhes finos, imprime em temperaturas menores que reduzem a formação de fios e está disponível em uma ampla variedade de cores e acabamentos. Se você deseja suavidade de superfície excepcional, a impressão em resina supera o FDM para detalhes de miniaturas.
Posso usar qualquer filamento em qualquer impressora 3D?
Nem todos os filamentos funcionam em todas as impressoras. A maioria das impressoras padrão lida com PLA, PETG e TPU sem modificações, mas materiais de alta temperatura como ABS, ASA, Nylon e PC requerem mesa aquecida e, idealmente, gabinete fechado. Filamentos com fibra de carbono e outros compostos abrasivos também requerem um bico de aço endurecido.
Conclusão
Não existe um filamento de impressão 3D "melhor" — apenas o mais adequado para o seu projeto específico. Comece pensando em como a peça será usada e, em seguida, escolha o material que atende a esses requisitos de resistência, flexibilidade, tolerância ao calor, durabilidade ou aparência.
Já tem um modelo para imprimir? Você pode gerar um a partir de texto ou imagem com o Tripo AI, exportá-lo como STL ou 3MF — ou até enviá-lo com um clique para o Bambu Studio — e usar o guia de filamentos acima para escolher o material certo para o trabalho.




