3Dプリントにおけるスライスとは?初心者向けガイド
TL;DR
- スライスは3Dモデル(STL/3MF)をプリンターが読み取れるG-codeに変換する。
- モデルを薄い層に分割し、各層のツールパスを生成する。
- スライスなしでは、3Dプリンターはモデルを理解・印刷できない。
- 層の高さ、インフィル、サポート、速度などの設定が印刷品質・強度・時間を左右する。
- FDMとレジンプリンターは異なるスライサーを使用するが、どちらも印刷可能な指示を作成するためにスライスに依存している。
このガイドでは、スライサーがSTLや3MFファイルをG-codeに変換する仕組みから、おすすめのスライスソフトウェア、重要な設定、よくある失敗を避ける方法まで、3Dプリントにおけるスライスについて知っておくべきことをすべて解説する。
3Dプリントにおけるスライスとは?
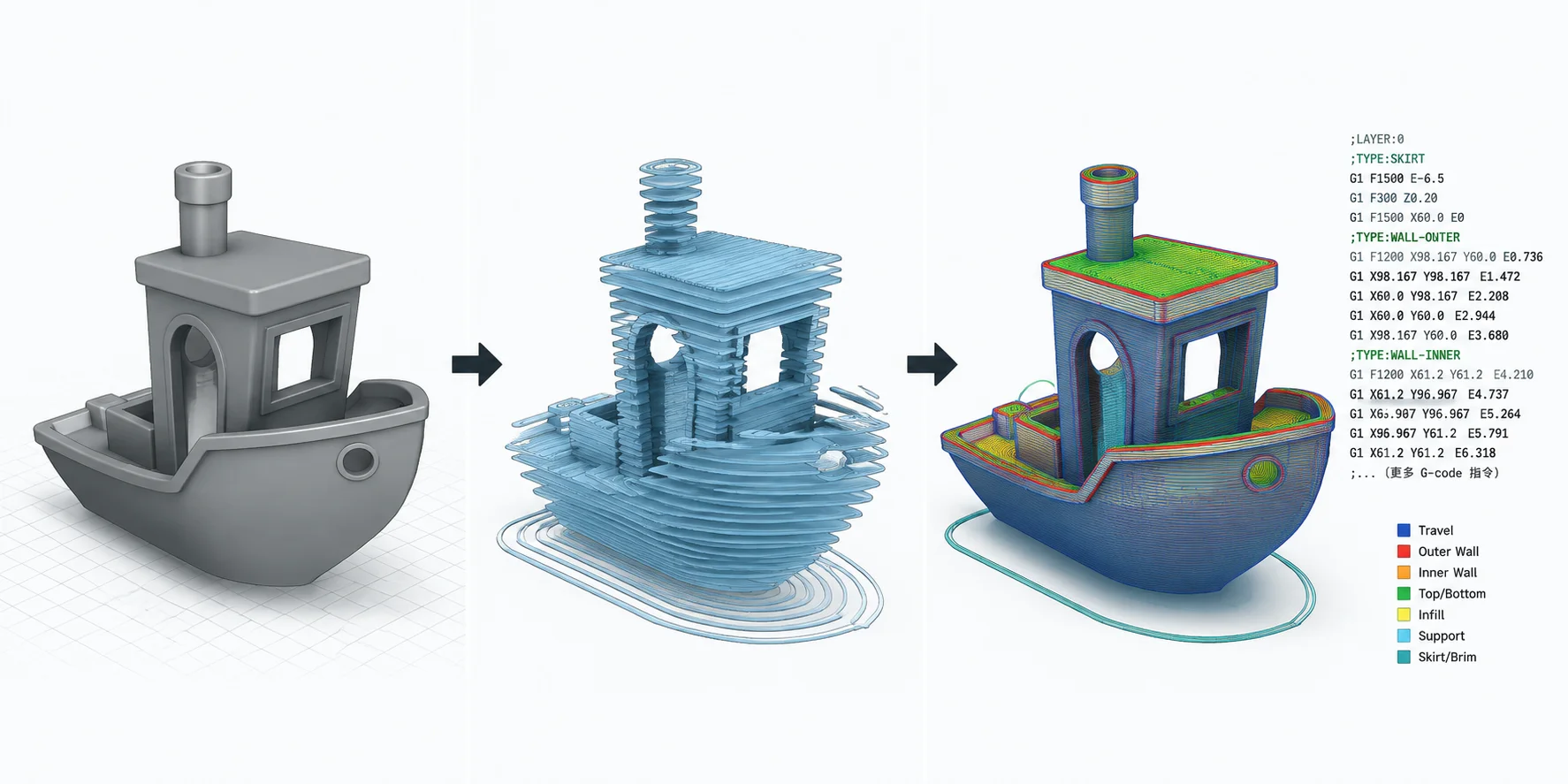
3Dプリントにおけるスライスとは何かという疑問に対する最もシンプルな答えはこうだ。スライスとは、3Dデジタルモデルを3Dプリンターが理解し一層ずつ積み上げられる薄い水平層のセットに変換するプロセスである。ほとんどの3Dプリンターは完全な3D形状を直接「見る」ことも解釈することもできないため、ステップバイステップで動作を記述した指示に依存している。これらの指示はG-codeと呼ばれる言語で書かれており、プリンターにどこへ移動するか、どのくらいの速度で移動するか、いつ材料を押し出すかを正確に伝える。
この変換作業を行うのがスライスソフトウェア、別名3Dプリントスライサーだ。スライサーはモデルファイル(通常はSTL / 3MFファイル)を取り込み、パンをスライスしたり紙を重ねたりするように、仮想的に数百から数千の薄い層に「切断」する。各層はプリンターがたどれる2Dパスとなり、すべての層が合わさって元の3Dオブジェクトを再現する。この意味で、スライサーは人間が設計したジオメトリと機械が読み取れる動作命令の間の翻訳者として機能する。
スライス中、ソフトウェアは層の高さ、インフィル、オーバーハング部分にサポートが必要かどうかなどの重要な印刷パラメータも決定する。これらの設定は印刷強度、表面品質、印刷時間に直接影響する。スライスなしではプリンターに構造的な計画がなく、読み取れない3D形状があるだけだ。スライスによってモデルは、機械が確実に実行できる精密な層ごとの設計図となる。
スライスはなぜ不可欠なのか?(スライスなしでは何が起きるか)
スライスが3Dプリントに不可欠なのは、プリンターが3Dモデルを直接理解できないからだ。CADでオブジェクトを設計してSTL / 3MFファイルとしてエクスポートしても、プリンター自体はソリッドジオメトリ、サーフェス、またはメッシュ構造を認識しない。代わりに、X、Y、Z座標に沿った移動と押し出し制御という単純な動作命令しか理解できない。スライスなしでは、モデルは実行可能な指示のない読み取れないデジタル形状に過ぎない。
ここでスライスソフトウェア(または3Dプリントスライサー)が重要になる。スライサーはモデルをステップバイステップの構築計画に変換し、ほとんどのFDMプリンターが理解できる唯一の言語であるG-codeを生成する。スライサーは「オブジェクトがどのように見えるか」と「プリンターがどのように構築すべきか」の間のギャップを埋め、静的なメッシュをプリントヘッドのすべての動作を制御する動的な層ごとのルートマップに変換する。
スライスなしでは、3Dプリンターはどこから始めるか、どこへ移動するか、どれだけの材料を押し出すかを全く把握できず、印刷は不可能となる。だからこそスライスは任意ではなく、あらゆるワークフローにおける必須ステップなのだ。
スライスの仕組み(STLからG-codeまで)
スライスはデジタル3Dモデルを3Dプリンターが実際に構築できるものに変換するコアワークフローステップだ。デザイナーはSTL / OBJ / 3MFファイルを扱うが、これらのファイルはサーフェスとジオメトリのみを記述する。プリンターはそれらを直接使用できない。代わりに、3DプリントスライサーがそれらをG-code、すなわち動作・速度・温度・押し出しを制御する精密な機械命令セットに変換する。
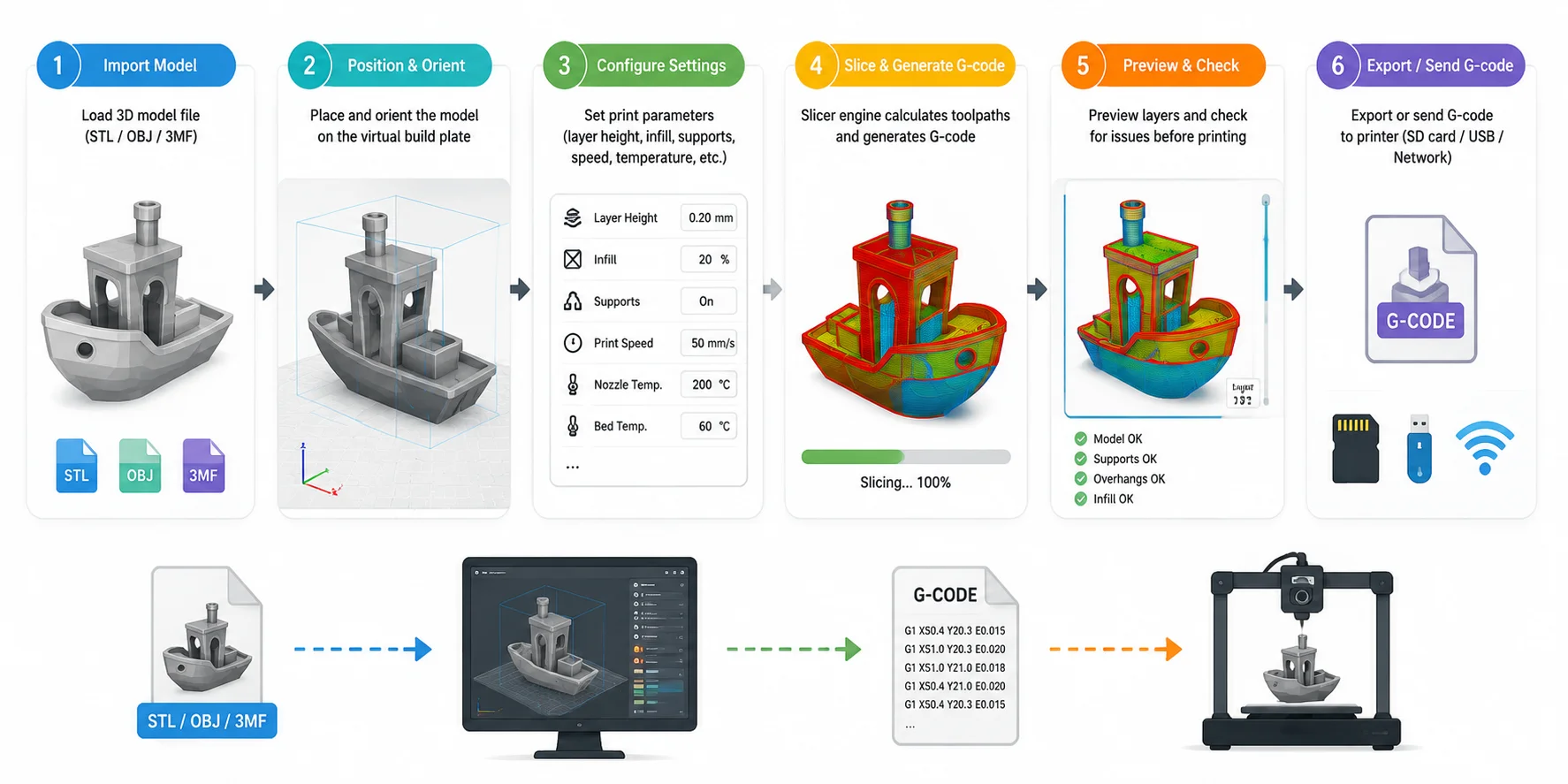
以下は、ほとんどのスライスソフトウェアで使用される典型的な6ステップスライスワークフローだ。
1. 3Dモデルのインポート(STL / OBJ / 3MF)
まずモデルをスライサーに読み込む。これらのフォーマットはオブジェクトの形状を格納するが、印刷方法は含まない。
2. 仮想ビルドプレート上での配置と向きの設定
モデルをシミュレートされたプリンターベッドに置く。向きは非常に重要で、角度が悪いとサポートが増え、強度が低下し、印刷時間が増加する。
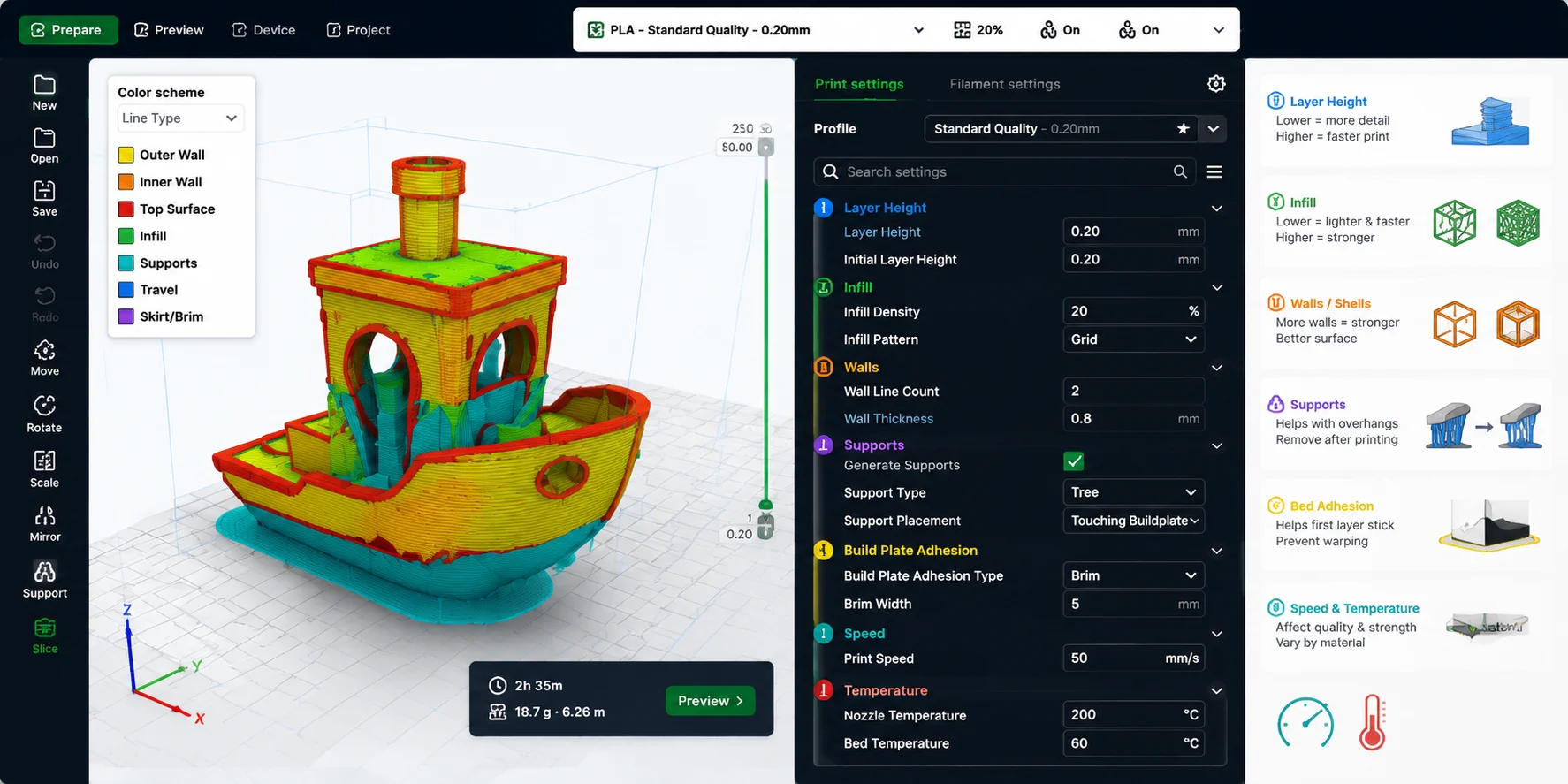
3. 印刷設定の構成
ここで主要なパラメータを定義する。
- 層の高さ(精細さ対速度)
- インフィル(内部構造の強度)
- サポート(オーバーハング用)
- 印刷速度と温度
これらの設定は品質、強度、コストに大きく影響する。
4. スライスエンジンによるG-code生成
スライサーがすべてのツールパスを計算し、モデルをG-code(プリンターの移動先を一行ずつ指示する命令セット)に変換する。
5. プレビューと品質チェック(重要ステップ)
ほとんどのスライサーは印刷前に層プレビューを生成する。このステップは軽視されがちだが、実質的に印刷前の品質検査だ。
- 不足しているサポートの検出
- 弱いオーバーハングの確認
- インフィルの一貫性チェック
- 印刷前に失敗を回避
このステップをスキップすることは最もよくある初心者の失敗の一つだ。
6. G-codeのエクスポートまたはプリンターへの送信
最後に、G-codeがSDカード、USB、またはWi-Fiを通じてプリンターに転送され、実行準備が完了する。
G-codeとは?
G-codeは3Dプリンターの基本言語だ。プリンターに以下を伝える一行ずつの機械命令セットである。
- どこへ移動するか(X、Y、Z座標)
- どのくらいの速度で移動するか
- いつフィラメントを押し出すか
- いつノズルまたはベッドを加熱するか
各行は直接の命令であり、プリントヘッドの移動や特定量の材料の押し出しなどを指示する。G-codeなしでは、完全な3Dモデルがあってもプリンターはオブジェクトを物理的に構築する方法を把握できない。
簡単に言えば:
STL/3MF = 形状 スライサー = 翻訳者 G-code = 実行言語
3Dプリントワークフローにおけるスライスの位置づけ
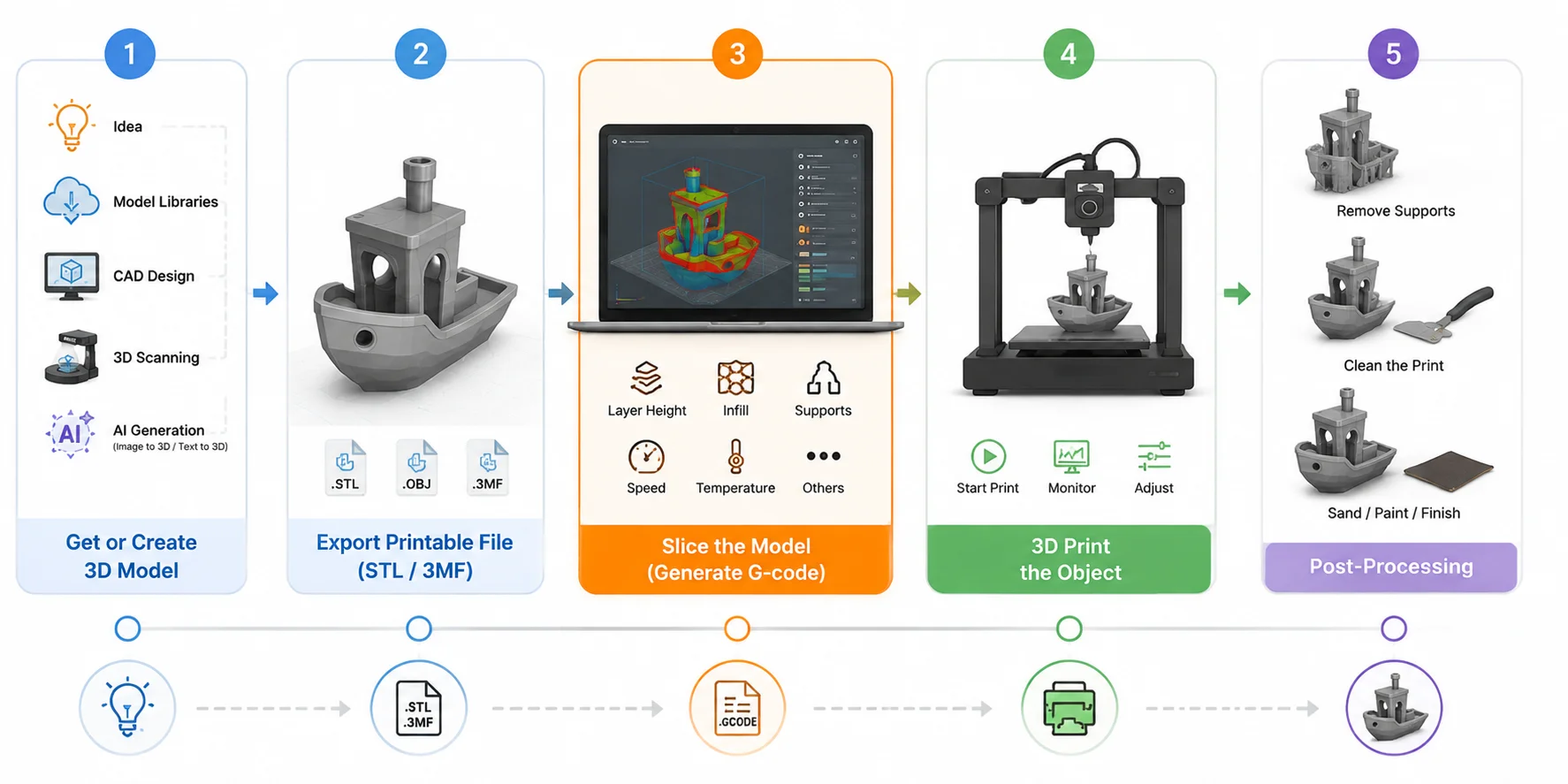
スライスは3Dプリントパイプライン全体の中間に位置し、設計と物理的な生産の間の重要な橋渡しとして機能する。完全なワークフローは通常5つの段階をたどる。
- 3Dモデルの作成または取得
- 印刷可能なファイルとしてエクスポート(STL / 3MF)
- モデルをG-codeにスライス ← これが重要なステップ
- 3Dオブジェクトの印刷
- 後処理(サポートの除去、サンディング、仕上げ)
スライスはどこに当てはまるのか?有効な3Dモデルファイルがすでにあるステップ3で発生し、プリンターが物理的な動作を開始する前に行われる。言い換えれば、スライスはデジタルオブジェクトが実際の製造計画になる時点だ。
モデルなしではスライスは開始できない。まず3Dファイルが必要で、それはいくつかのソースから入手できる。
- モデルライブラリからダウンロード
- CADソフトウェアで作成
- 3Dスキャンでキャプチャ
- またはAIツールを使って生成
例えば、Tripo AI Image to 3DやTripo AI Text to 3Dなどの最新のAIプラットフォームは、1枚の画像やテキストプロンプトから印刷可能なモデルを数秒で生成できる。これらのモデルはSTLまたは3MFファイルとしてエクスポートでき、スライスと印刷の準備が整う。一部のエコシステムでは、スライスソフトウェアが深く統合されており、モデルをBambu Studioなどのツールに直接送信してワンクリックで準備・印刷することもできる。
この位置づけが重要な理由
この「中間ステップ」こそが、ワークフロー全体を可能にするものだ。スライス前は静的なメッシュファイルしかない。スライス後は、プリンターにオブジェクトを層ごとに構築する方法を正確に指示する完全に定義された製造計画(G-code)が得られる。
だからこそスライスは設計と製造の間の変換層とよく表現される。
アイデア → 3Dモデル → STL/3MF → スライサー → G-code → 物理的なオブジェクト
スライサーだけが以下を行う唯一のステージだ。
- ジオメトリを動作パスに変換する
- 層ごとの構築を定義する
- デジタルモデルを機械命令に変換する
印刷を制御する主要なスライス設定
モデルがスライスされると、印刷品質・強度・速度に対する実際の制御は、3Dプリントスライサー内のコアパラメータセットから来る。これらの設定により、プリンターは同じモデルを非常に異なる方法で解釈できる。高速ドラフト印刷から高精度のエンジニアリングパーツまで様々だ。
層の高さ
層の高さは各印刷層の厚さだ。印刷解像度と印刷時間を直接制御する。
- 概要: スライスされたモデルにおける各層の垂直方向の高さ
- 印刷への影響:
- 層の高さが小さい → 滑らかな表面、高精細、低速印刷
- 層の高さが大きい → 高速印刷、層ラインが目立つ
- トレードオフ: 精細さ対速度
- 初心者推奨: 0.2 mm
パンをスライスするようなものだ。薄いスライスの方が見た目は洗練されているが、準備に時間がかかる。
インフィル
インフィルはオブジェクト内部を満たす材料の量を定義する。
- 概要: シェル内部の内部構造密度
- 範囲: 0%(空洞)から100%(ソリッド)
- 印刷への影響:
- 低インフィル → 軽量、高速、強度低下
- 高インフィル → 強度向上、重量増加、低速、材料使用量増加
- 初心者推奨: 15〜20%
ほとんどの実用的な印刷物をソリッドにする必要はない。スライサーは強度と効率のバランスをとる内部パターン(グリッド、ジャイロイドなど)を作成する。
ウォール/シェル
ウォール(シェルとも呼ばれる)は印刷物の外周部分だ。
- 概要: 表面を形成する外層の数
- 印刷への影響:
- ウォールが多い → パーツが強く、耐久性が向上
- ウォールが少ない → 高速印刷、構造が弱い
- 初心者推奨: 2〜3ウォール
ウォールは外部荷重を最初に受けるため、インフィルよりも強度に対して重要なことが多い。
サポート
サポートはオーバーハング部分のためにスライサーが生成する一時的な構造だ。
- 概要: サポートされていないジオメトリのための取り外し可能な足場
- 印刷への影響:
- オーバーハングのたわみや崩壊を防ぐ
- 印刷時間と後処理作業が増加する
- 初心者推奨: 必要な場合のみ有効にする
よくある初心者の問題:
- サポートが少なすぎる → 印刷物がたれるか失敗する
- サポートが多すぎる → 取り外しが困難、除去後に表面が損傷する
ベッドアドヒージョン(スカート、ブリム、ラフト)
ベッドアドヒージョン設定は、最初の層がプリントベッドに適切に付着するのを助ける。
- スカート: 押し出しをプライムするためのモデル周囲のライン(接触なし)
- ブリム: 反りを防ぐためにベースに付属した追加ライン
- ラフト: 困難な印刷物のためのモデル下の完全なベースレイヤー
- 印刷への影響:
- 付着力向上 → 失敗する印刷物が減少
- 付着力低下 → 反り、印刷中の剥離
- 初心者推奨:
- スカート:デフォルト
- ブリム:反りが起きやすいパーツに使用
- ラフト:困難なジオメトリ/材料の場合のみ
印刷速度と温度
これら2つの設定は、材料が物理的にどのように堆積・結合されるかを制御する。
- 印刷速度: ノズルの移動速度
- 温度: ノズル/ベッドの温度
- 印刷への影響:
- 高速 → 高速印刷、精度低下
- 低速 → 高精細、より安定した付着
- 高温 → 優れた流動性、ストリングのリスク
- 低温 → きれいなエッジ、押し出し不足のリスク
- 初心者推奨: 材料のスライサーデフォルトを使用する(PLAは通常、適度な速度とノズル温度約200°Cで良好に動作する)
代表的な3Dプリントスライスソフトウェア
3Dプリントスライサーについて、さまざまなソフトウェアが異なる印刷技術とエコシステムに最適化されている。ほとんどのスライスソフトウェアは無料で使用できるが、一部のツールは特定のプリンターブランドと密接に統合されており、パフォーマンスと信頼性が向上している。
大まかに言えば、スライサーはFDM(フィラメントベース)スライスとレジン(SLA/DLP)スライスの2つのカテゴリに分類される。
FDMとレジン(SLA)スライスの違い
FDMとレジン印刷は異なるマシンを使用するだけでなく、根本的に異なるスライスロジックも使用する。
- FDMスライスはツールパス(ノズルの動作、押し出し、インフィル構造)に焦点を当てる
- レジンスライスは層露光(光パターン、硬化時間、層マスク)に焦点を当てる
言い換えれば:
FDM = 溶けたプラスチックでパスを描く レジン = 光を投影して層を硬化させる
代表的なFDMスライスソフトウェア
フィラメント3Dプリント用として最も広く使用されているスライサーを以下に示す。
- Ultimaker Cura – 初心者向け、幅広くサポートされている
- PrusaSlicer – 高度な機能、優れた品質管理
- Bambu Studio – Bambuプリンター向けに最適化、高速ワークフロー
- Creality Print – Creality エコシステム向けに設計
- OrcaSlicer – 高度なチューニングを備えたパワフルなコミュニティ主導フォーク
代表的なレジン(SLA/DLP)スライスソフトウェア
レジンスライサーは光重合樹脂印刷向けに設計されている。
- Lychee Slicer – 非常に使いやすく、優れたサポートツール
- ChiTuBox – 多くのレジンプリンターの業界標準
- Formlabs PreForm – Formlabs エコシステム向けに最適化
比較表

よくあるスライスの失敗(と修正方法)
優れたモデルと強力な3Dプリントスライサーを使用していても、多くの印刷失敗はプリンター自体ではなく、不適切なスライス設定から来ている。これらのよくある失敗を理解することで、時間・材料・フラストレーションを大幅に節約できる。
サポートの設定ミス
最もよくある問題の一つが不適切なサポート設定だ。
- 何が問題か:
- サポートが少なすぎる → オーバーハングが崩壊またはたれる
- サポートが多すぎる → 取り外しが困難、表面損傷
- スライサーでの修正:
- 複雑な形状にはツリーサポートを有効にする
- サポート密度とオーバーハング角度を調整する
- 利用可能であれば「必要な場所のみサポート」モードを使用する
サポートは一時的な足場のように機能する。多すぎず、十分な量が必要だ。
層の高さが高すぎるまたは低すぎる
層の高さは品質と印刷時間の両方に直接影響する。
- 高すぎる場合:
- 層ラインが目立つ
- 層間の結合が弱い
- 低すぎる場合:
- 印刷時間が極端に長くなる
- 押し出し不足の問題が増加する
- スライサーでの修正:
- 速度と精細さのバランスをとる
- 安全なデフォルトとして0.2 mmを使用する
ベッドアドヒージョンの失敗(反り/「スパゲッティ印刷」)
最初の層が適切に付着しないと、印刷物は早期に失敗することが多い。
- 何が問題か:
- 印刷中にモデルが剥離する
- 角が上に反る(反り)
- フィラメントが「スパゲッティ」になる
- スライサーでの修正:
- ブリムまたはラフトを有効にする
- 最初の層の幅を増やす
- 最初の層の速度を下げる
すべての印刷物は安定した基盤に依存するため、ベッドアドヒージョンは重要だ。
押し出し不足(層間のギャップ)
これは十分な材料が堆積されていない場合に発生する。
- 何が問題か:
- 構造が弱い
- 層間に目視できるギャップ
- パーツが脆い
- スライサーでの修正:
- フローレート(押し出し倍率)を増やす
- ノズル温度を少し上げる
- 印刷速度を下げる
スライスプレビューのスキップ
多くの初心者はプレビュー段階をスキップするが、これが回避可能な失敗につながることが多い。
- 何が問題か:
- 不足しているサポートが検出されない
- 弱いオーバーハングが見落とされる
- 誤ったインフィル構造
- スライサーでの修正:
- 常に層プレビューモードを使用する
- 印刷前にツールパスを確認する
これは3Dプリントにおける最も効果的な「無料の改善」の一つだ。
修正早見表
| 失敗 | 原因 | スライサーでの修正 |
|---|---|---|
| サポート失敗 | 誤ったサポート密度/配置 | サポートを調整し、ツリーサポートを使用する |
| 層の問題 | 誤った層の高さ | デフォルト約0.2 mmに設定する |
| ベッドアドヒージョン失敗 | 最初の層の設定不良 | ブリム / ラフト / 最初の層を遅くする |
| 押し出し不足 | フローまたは温度が低い | フロー/温度を上げる |
| 印刷失敗を見落とす | プレビュー確認なし | 常にスライサープレビューを使用する |
Frequently Asked Questions
3Dプリントにはスライスが必須か?
はい。プリンターはSTL/3MFファイルを直接読み取れないため、G-codeを生成するスライスが必要だ。
3Dプリントにおけるスライスとはどういう意味か?
3Dモデルを層に分割し、G-code命令に変換することを意味する。
スライスにはどのくらい時間がかかるか?
モデルのサイズと複雑さによって、通常は数秒から数分だ。
3DプリントにおけるG-codeとは何か?
G-codeは、プリンターの動作と印刷方法を制御する一行ずつの機械命令セットだ。
初心者に最適なスライスソフトウェアは何か?
Ultimaker Cura、PrusaSlicer、Bambu StudioがFDM初心者にとって最も使いやすい。
SLAとFDMのどちらが優れているか?
FDMは強度とコスト面で優れており、SLAは精細さと表面品質面で優れている。
まとめ
スライスは3Dモデルを持ってから始まる。まだモデルをお持ちでない方は、Tripo AIを使えば1枚の画像やテキストプロンプトから3Dモデルを数秒で作成し、STLまたは3MFファイルとしてエクスポートして、そのままスライサーに取り込むことができる。





