PLA vs ABS:3Dプリント用フィラメントはどちらを使うべき?(2026)

TL;DR
- PLAは、ミニチュア、収納用品、プロトタイプ、室内装飾のように、造形しやすく、細部が出やすく、反りにくいプリントに最適です。
- ABSは、熱、衝撃、繰り返しの曲げ、機械的ストレスにさらされる、より丈夫な部品に向いています。
- PLAは約60°C付近で軟化しますが、ABSはより高い温度でも安定しやすい一方、より管理されたプリント条件が必要です。
- 多くのオープンフレーム型プリンターではPLAを使い、ヒートベッド、エンクロージャー、適切な換気がある場合はABSを選びます。
- 部品が使われる環境を基準に素材を選び、そのうえでモデルを生成または入手してプリント準備を進めましょう。
PLAとABSは、3Dプリントで最も一般的なフィラメントの2つですが、向いている用途は異なります。PLAはプリントしやすく、安価で、ビジュアルモデルや初心者に最適です。ABSはより丈夫で耐熱性が大幅に高いため、機能部品、荷重を受ける部品、高温環境で使う部品に適しています。
すぐ分かる結論 - PLAかABSか?
プリントのしやすさ、見た目の品質、プロトタイプ、展示用モデル、室内プロジェクトを重視するならPLAを選びましょう。より丈夫な機能部品、熱への耐性、耐衝撃性、アセトン処理による滑らかな仕上げが必要ならABSを選びましょう。
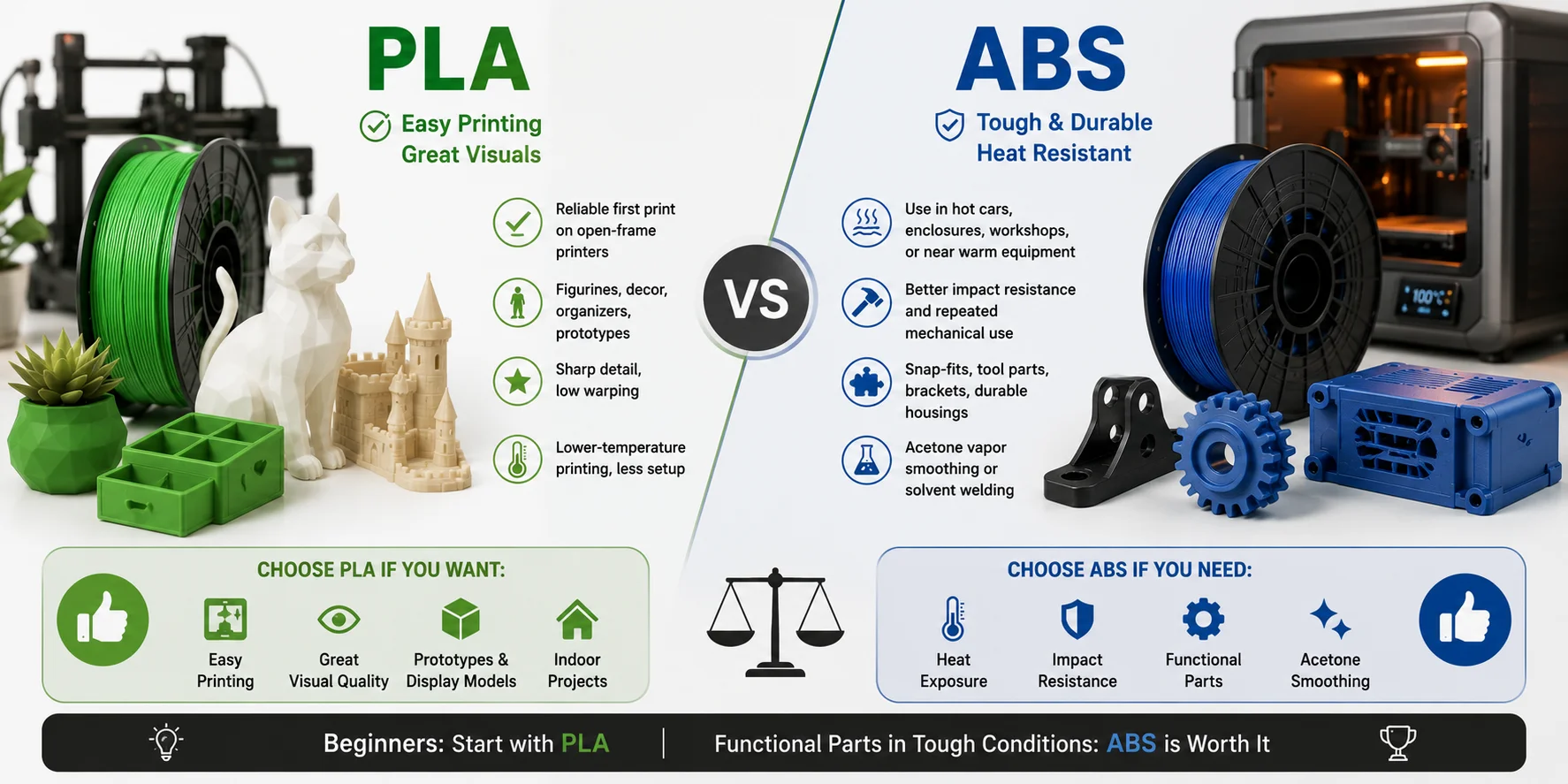
PLAを使うのに向いているケース:
- オープンフレーム型プリンターで安定した最初のプリントをしたい場合。
- フィギュア、ミニチュア、装飾品、収納用品、プロトタイプを作る場合。
- シャープなディテールと反りの少なさが必要な場合。
- 低めの温度で、少ない準備でプリントしたい場合。
ABSを使うのに向いているケース:
- 部品を暑い車内、エンクロージャー内、作業場、または発熱する機器の近くに置く可能性がある場合。
- より高い耐衝撃性や、繰り返しの機械的使用に耐える必要がある場合。
- スナップフィット、工具部品、ブラケット、耐久性のあるハウジングを作る場合。
- アセトン蒸気スムージングや溶剤接着が必要な場合。
ほとんどの初心者にとって、最初のスプールにはPLAが適しています。熱や繰り返しの負荷にさらされる機能部品では、ABSに必要な追加の手間をかける価値があることが多いです。
PLAとは?
PLAはpolylactic acid、つまりポリ乳酸の略です。一般的には、トウモロコシデンプンやサトウキビ由来の糖など、再生可能な原料から作られる熱可塑性樹脂です。
デスクトップ3DプリントでPLAが人気なのは、比較的低温で溶け、多くのビルドプレートにしっかり密着し、冷却中に反りや収縮が起こりにくいからです。
PLAは通常、加熱されたエンクロージャーがなくても良好にプリントできるため、新しいユーザーにとって最も扱いやすいフィラメントであることがよくあります。シャープなディテール、くっきりしたエッジ、滑らかな表面を表現でき、マット、シルク、マーブル、ラメ、ウッドフィル、多色タイプなど、幅広い色と仕上げを選べます。
PLAの強み
- ほとんどの家庭向けFDMプリンターでプリントしやすい。
- ABSに比べて反りが少ない。
- 剛性が高く、細部の再現性が良い。
- 通常はオープンフレーム型プリンターに適している。
- 色や仕上げの選択肢が豊富。
- 安価で入手しやすいことが多い。
- ABSより低温で運用できる。
PLAの制限
- 暖かい環境では軟化または変形することがあります。
- 衝撃や繰り返しの曲げに対して、ABSより脆い傾向があります。
- スナップフィット、可動ジョイント、高温部品にはあまり向きません。
- アセトンではPLAの表面を効果的に滑らかにできません。
- 「バイオベース」であることは、家庭、埋立地、屋外の通常条件で確実に分解されるという意味ではありません。
PLAは、見た目、扱いやすさ、予測しやすいプリント結果が最も重要な場合に優れています。一方で、部品が衝撃を吸収したり、何度も曲がったり、高温に耐えたりする必要がある場合にはあまり適していません。

ABSとは?
ABSはacrylonitrile butadiene styrene、つまりアクリロニトリル・ブタジエン・スチレンの略です。石油由来のエンジニアリング熱可塑性樹脂で、消費者向け製品、家電、自動車部品、保護ハウジング、耐久性のある射出成形部品に広く使われています。
3DプリントでABSが評価されるのは、標準的なPLAより丈夫で耐熱性が高いからです。衝撃に強く、破断前にわずかにしなることができ、手で扱う、落とす、クリップで留める、または中程度の熱にさらされる機能部品により適しています。
その代わり、プリント難度は高くなります。ABSは冷えるときに目立って収縮するため、部品が不均一に冷却されると、反り、角の浮き、層割れ、亀裂が発生します。通常はヒートベッド、安定した周囲温度、できればエンクロージャー付きプリンターが必要です。
ABSの強み
- PLAより耐衝撃性と靭性に優れる。
- 耐熱性が高い。
- スナップフィットや機械部品により適している。
- アセトン処理で光沢のある仕上げにできる。
- 互換性のあるABSスラリーやアセトン系の方法で溶剤接着できる。
- 密閉型の機能ハウジングや作業場用部品に向いている。
ABSの制限
- プリント温度が高い。
- 反りや収縮が起こりやすい。
- 通常は加熱エンクロージャーがある方が有利。
- 臭気やヒュームがより目立つため、換気が必要。
- PLAほど初心者向けではない。
- 大きな部品やすきま風のある部屋では層割れが起こることがあります。
ABSはあらゆる強度指標で自動的に強いわけではありませんが、衝撃、熱、繰り返しの機械的ストレスに耐える必要がある部品では、一般的によりタフで実用的です。
PLA vs ABS:横並び比較
| カテゴリ | PLA | ABS | 実用上の選び方 |
|---|---|---|---|
| 強度と靭性 | 引張性能は良く剛性がありますが、比較的脆いです。 | 剛性は低めですが、よりタフで耐衝撃性があります。 | クリップ、スナップフィット、ハウジング、繰り返し荷重を受ける部品にはABSを選びます。 |
| 耐熱性 | およそ55–65°Cで軟化します。 | ガラス転移温度は通常95–105°C前後です。 | 暑い車内、エンクロージャー、発熱する機器にはABSが適しています。 |
| プリント温度 | 通常190–220°C。 | 通常210–250°C。 | ABSにはより高く安定した温度が必要です。 |
| ベッドとエンクロージャー | ベッドは0–60°C。エンクロージャーは通常任意です。 | ベッドは90–110°C。エンクロージャーを強く推奨します。 | PLAはオープン型プリンター向き。ABSは密閉型マシンで安定しやすいです。 |
| プリントのしやすさ | 初心者にやさしく、許容範囲が広いです。 | 収縮と冷却への敏感さにより、より難度が高いです。 | PLAがより簡単な標準選択です。 |
| 反り | 低から中程度。 | 高く、特に大きな平面部品で目立ちます。 | ABSにはすきま風対策と安定したチャンバー温度が必要です。 |
| ヒュームと安全性 | 臭いは穏やかですが、換気は必要です。 | 排出物がより目立ち、換気またはろ過が重要です。 | どちらも排出ゼロではありません。ABSにはより厳密な空気管理が必要です。 |
| 仕上げと後処理 | ディテールがきれいで、研磨、下塗り、塗装に適しています。 | 溶剤接着やアセトン蒸気スムージングも可能です。 | PLAはベッドから取り外した直後の見た目が良いことが多く、ABSは光沢スムージングに向いています。 |
| 密度 | 約1.2–1.3 g/cm³。 | 約1.0–1.1 g/cm³。 | 同じ体積なら、ABSの方が一般的に軽いです。 |
| コスト | 通常は低価格で広く入手できます。 | スプール価格は近いものの、セットアップや失敗のコストが高くなります。 | カジュアルなプリントでは、PLAの総コストが低くなりやすいです。 |
| 生分解性 | バイオベースですが、産業条件以外では確実に生分解されるとは限りません。 | 石油由来で、生分解性はありません。 | どちらも廃棄の手間が不要な素材として扱うべきではありません。 |
| 典型的な用途 | 装飾品、ミニチュア、プロトタイプ、収納用品、室内アクセサリー。 | ブラケット、ハウジング、工具、スナップフィット、熱にさらされる部品。 | 素材の人気ではなく、使用条件で選びましょう。 |
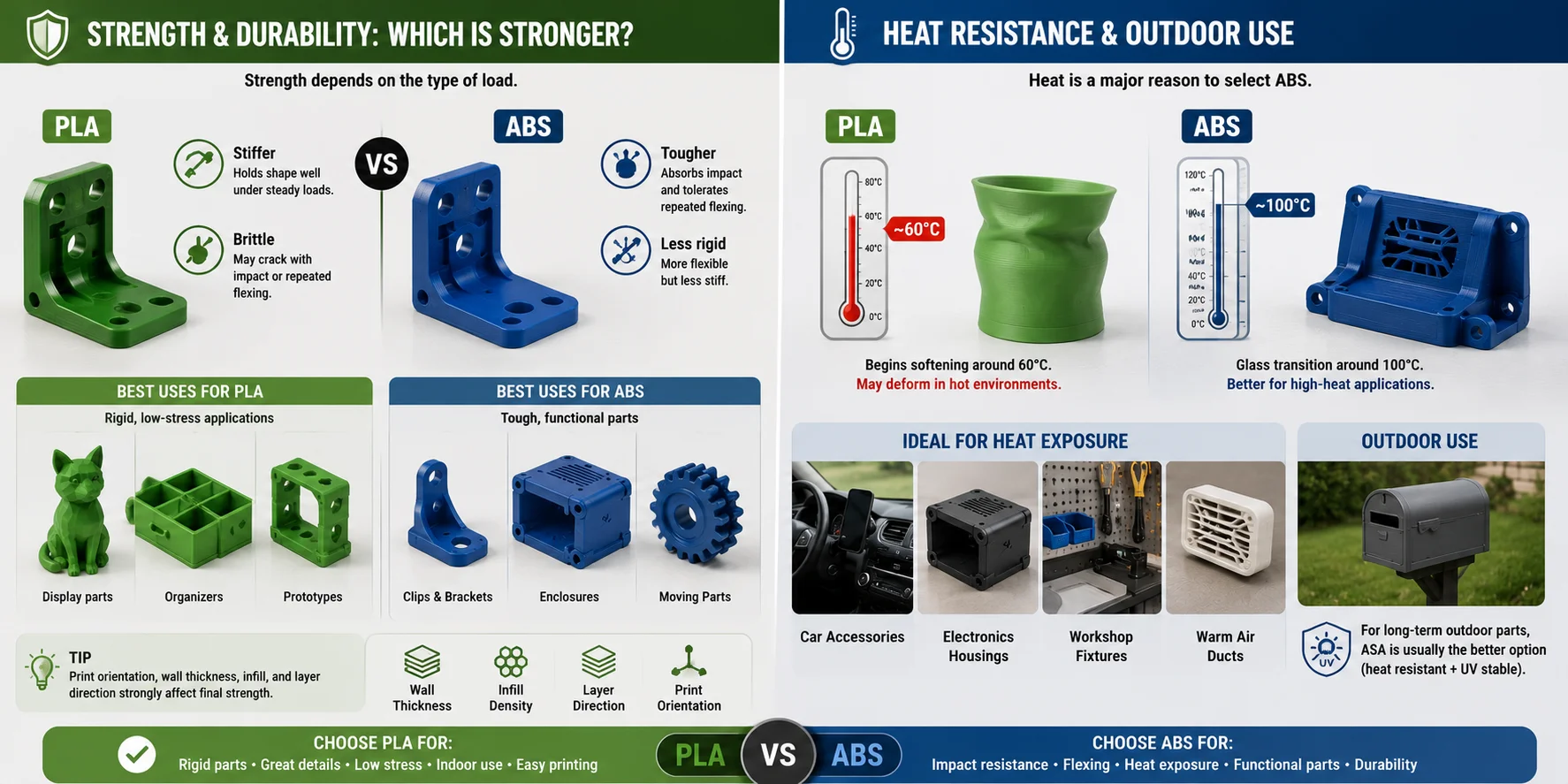
PLAは一般的に剛性が高く、ABSは一般的に靭性が高いです。PLAは安定した荷重ではよく機能しますが、衝撃や繰り返しの曲げで割れることがあります。ABSは機械的ストレスを受ける部品により適しています。
最も分かりやすい境界線は熱です。PLAは約60°C付近で変形することがありますが、ABSはかなり高い温度でも形状を保ちやすいです。暑い車内、電子機器のハウジング、作業場の治具では、通常ABSの方が安全な選択です。
プリントしやすさはトレードオフです。PLAは収縮が少なく、オープンフレーム型マシンでも安定します。ABSは冷却中により収縮するため、ヒートベッドとエンクロージャーがないと、反り、角の浮き、層間剥離が起こりやすくなります。
強度と耐久性:どちらが強い?
「強い」の意味は、荷重の種類によって変わります。
PLAは通常、剛性が高く、一定の引張荷重では良好に機能するため、硬く低衝撃の用途では形状を保ちやすいです。ただし比較的脆く、落下、繰り返しの曲げ、スナップフィット設計では割れることがあります。
ABSは剛性は低めですが、よりタフです。衝撃を吸収し、繰り返しの曲げにもより耐えやすいため、クリップ、ブラケット、エンクロージャー、工具アクセサリー、スナップフィット式のふた、可動部品に適しています。
実際には、硬い展示部品、収納用品、低負荷のプロトタイプにはPLAを使います。部品を頻繁に扱う、曲げる、落とす、機械的に荷重をかける場合はABSを選びましょう。プリント方向、壁厚、インフィル、レイヤー方向も、最終的な強度に大きく影響します。
耐熱性と屋外使用
ABSを選ぶ大きな理由の1つが熱です。
標準的なPLAは約60°C付近で軟化し始めることがあるため、駐車中の車内、電子機器の近く、日光が当たるガラスの裏側、暖かい機械の近くでは変形する可能性があります。ABSはガラス転移温度がかなり高く、多くの場合約100°C前後なので、より広い動作余裕があります。
車内アクセサリー、電子機器ハウジング、作業場の治具、温風ダクト、繰り返し熱サイクルにさらされる部品にはABSを選びましょう。
長期の屋外使用では、ABSが常に理想的とは限りません。UVにさらされると劣化する可能性があるためです。恒久的な屋外部品には、同程度の耐熱性に加えてより高いUV安定性を持つASAの方が通常適しています。
プリントしやすさ:扱いやすさ、反り、設備
PLAは冷却中の収縮が少ないため、プリントしやすい素材です。一般的なデスクトッププリンターでは、反りのリスクが低く、ベッドへの密着性が良く、層間剥離の問題も少なくなります。
典型的なPLA設定では、ノズル温度は約190–220°C、ベッドは約0–60°C、通常のパーツ冷却を使い、エンクロージャーは不要です。オープンフレーム型プリンターに適しています。
ABSは一般的に、ノズル温度210–250°C、90–110°C前後のヒートベッド、弱めの冷却、安定した周囲条件、できればエンクロージャーが必要です。収縮が大きいため、特に大きな平面部品では、反り、角の浮き、層割れが起こることがあります。
初心者やオープンフレーム型マシンでは、PLAが実用的な標準選択です。プリンターにヒートベッド、すきま風対策、エンクロージャー制御がある場合、ABSはより安定します。

安全性とヒューム
PLAとABSはいずれも、換気された場所でプリントするべきです。
PLAは通常、臭いが穏やかですが、加熱されたフィラメントから超微粒子や揮発性化合物が放出される可能性はあります。ABSはスチレン関連化合物を含む、より目立つ排出物を発生させるため、換気とろ過がより重要です。
寝室や小さな密閉空間で長時間プリントするのは避けましょう。ABSの場合は、粒子や揮発性化合物に対応するよう設計された換気付きエンクロージャーまたはろ過システムを使います。エンクロージャーはプリント品質を改善しますが、適切なろ過または排気がない限り、ヒューム対策として完全ではありません。
仕上げと後処理
PLAとABSはいずれも、研磨、下塗り、塗装、組み立てが可能です。
PLAはよりきれいなディテールでプリントされることが多いため、仕上げ作業が少なく済む場合があります。研磨や塗装はできますが、アセトンで表面を効果的に滑らかにすることはできません。
ABSはより多くの仕上げ方法に対応します。研磨、塗装、溶剤接着、アセトン蒸気スムージングが可能です。蒸気スムージングは見えるレイヤーラインを減らし、光沢のある表面を作れるため、ABSは小道具、外観重視のハウジング、ヘルメット、製品風プロトタイプに役立ちます。
アセトンは可燃性で、エッジを軟化させたり、ディテールを減らしたり、寸法を変えたりする可能性があります。管理された条件、適切な換気、テストプリントを使ってから最終部品を処理しましょう。

コスト比較
PLAとABSは通常、似たスプール価格で入手でき、PLAの方が少し安く、より広く在庫されていることが多いです。
総コストはフィラメント価格だけでは決まりません。PLAは一般的に、より安定してプリントでき、調整が少なく、特殊な設備がなくても使えるため、実用上のコストが低くなります。
ABSでは、エンクロージャー要件、失敗プリント、接着補助、長い予熱時間、換気、反りや層間剥離による再プリントによって、総コストが増えることがあります。
装飾品、プロトタイプ、収納用品、ミニチュア、室内の趣味用部品をプリントするならPLAを選びましょう。部品が熱、衝撃、繰り返しの機械的使用に耐える必要があり、プリンター環境が対応できるならABSを選びましょう。
PLAを選ぶ場合、ABSを選ぶ場合
ここが実用的な判断セクションです。

PLAを選ぶべき用途:
- プロトタイプと展示モデル。安定してプリントでき、細部がきれいに出るため。
- フィギュアとミニチュア。細かな形状や色を重視したデザインと相性が良いため。
- 初心者とオープンフレーム型プリンター。多くのプリントでエンクロージャーを必要としないため。
- 室内用の収納用品やデスクアクセサリー。通常は低温・低衝撃の環境で使われるため。
- プランター、花瓶、装飾品、サイン。丈夫さより見た目が重要なため。
- 換気が限られた趣味スペース。換気は推奨されますが、PLAは一般的に臭いが穏やかなため。
- 短時間で作る機能テスト用プリント。プリント、修正、再プリントがしやすいため。
- 色のバリエーションが重要なプロジェクト。PLAは多くの特殊仕上げで入手できるため。
ABSを選ぶべき用途:
- 機能的な機械部品。ABSは衝撃や繰り返し使用により強いため。
- スナップフィットと可動ジョイント。剛性より靭性が重要なため。
- 車内や暖かい環境。PLAは約60°C付近で軟化する可能性があるため。
- 工具ホルダー、ブラケット、クリップ、ハウジング。これらの部品は高い耐熱性と耐衝撃性の恩恵を受けるため。
- アセトン処理が必要な部品。ABSは光沢のある一体感のある仕上げにできるため。
- 大型で耐久性のある小道具。エンクロージャーがあり、より粘り強い素材が必要な場合。
- 落下や曲げが起こりやすい部品。ABSは突然割れにくいため。
- 作業場用アクセサリー。環境がより暖かく、粗く、機械的負荷が大きい場合。
シンプルな判断ツリー
- 部品は暑い車内、エンクロージャー内、または熱源の近くに置かれますか?
ABSを選びましょう。 - 部品は曲げられる、クリップされる、落とされる、または繰り返し扱われますか?
ABSを選びましょう。 - オープン型プリンターを使っていて、今日中に安定した結果が欲しいですか?
PLAを選びましょう。 - 対象物は主に装飾用、見た目重視、または低負荷ですか?
PLAを選びましょう。 - 滑らかなアセトン蒸気仕上げが必要ですか?
ABSを選びましょう。 - 数カ月から数年の屋外UV耐性が必要ですか?
PLAや標準ABSではなくASAを検討しましょう。
PETG、TPU、ASAはどうか?
PLAとABSだけが選択肢ではありませんが、この記事では両者の直接比較に焦点を当てています。
PETGは多くのユーザーにとって実用的な中間選択肢です。ABSよりプリントしやすく、PLAよりタフで耐熱性がありますが、糸引きが出やすい場合があります。TPUはグリップ、バンパー、ガスケット、ウェアラブルアクセサリーのような柔軟部品向けです。ASAは、より優れたUV耐性を備えているため、ABSの屋外向け代替として適していることが多いです。
素材選びのより広いガイドは、3Dプリンター用フィラメント種類ガイドをご覧ください。
よくある質問
ABSとPLAではどちらが良いですか?
どちらかが常に優れているわけではありません。PLAは、簡単なプリント、細かなディテール、室内使用、初心者向けプロジェクトに適しています。ABSは、耐熱性、耐衝撃性、スナップフィット、より厳しい条件に耐える必要がある機能部品に適しています。
ABSはPLAより見た目が良いですか?
PLAはきれいなディテールが出やすく、反りも少ないため、プリンターから取り出した直後は見た目が良いことが多いです。ABSは、アセトン蒸気スムージングによってレイヤーラインを減らし、光沢のある表面を作れるため、仕上げ後に見た目が良くなることがあります。
なぜABSではなくPLAを使うのですか?
一般的なオープンフレーム型プリンターで扱いやすく、低温でプリントでき、反りが少ない素材が欲しい場合はPLAを使います。特にプロトタイプ、装飾品、ミニチュア、収納用品、室内の低負荷部品に役立ちます。
ABSフィラメントの欠点は何ですか?
ABSはPLAより反りや収縮が大きいため、プリントが難しくなります。通常はヒートベッドとエンクロージャーが必要で、臭気もより目立ち、より良い換気が必要になることがあります。冷却が不均一だと、角の浮きや層間剥離で失敗することもあります。
PLAとABSではどちらが強いですか?
PLAは通常、より剛性が高く、一定の荷重では形状をよく保てますが、より脆い素材です。ABSは一般的によりタフで、落下、クリップ、曲げ、繰り返し使用される部品に向いています。
PLAとABSではどの温度を使うべきですか?
PLAは一般的に190–220°C前後、ベッドは0–60°Cでプリントします。ABSは通常、210–250°C前後のより高いノズル温度、90–110°Cのヒートベッド、より安定した周囲条件が必要です。
ABSにはエンクロージャーが必要ですか?
小さな部品では、ABSをエンクロージャーなしでプリントできる場合もありますが、エンクロージャーは強く推奨されます。部品が冷える間も暖かく保つことで、すきま風、反り、角の浮き、層割れを減らせます。
屋外使用にはPLAとABSのどちらが良いですか?
ABSは標準的なPLAより熱に強いですが、UVにさらされると劣化する可能性があるため、長期の屋外素材として常に最適とは限りません。恒久的な屋外部品には、PLAや標準ABSよりASAの方が適していることが多いです。
PETGはPLAやABSと比べてどうですか?
PETGは多くのユーザーにとってPLAとABSの中間に位置します。通常はABSよりプリントしやすく、PLAよりタフですが、糸引きが出やすく、きれいな表面にはより多くの調整が必要な場合があります。
PLAやABSは3Dペンで使えますか?
PLAは低い温度で溶け、臭いも穏やかなため、多くの3Dペンユーザーにとって扱いやすく、安心感のある選択肢です。ABSも対応する3Dペンでは使えますが、より高い温度とより良い換気が必要です。
まとめ
PLAは、簡単でディテールが出やすく、反りの少ない室内プリントに実用的な選択肢です。ABSは、部品が熱、衝撃、繰り返しの機械的使用に耐える必要がある場合に、より適した選択肢です。
まず用途の要件を確認し、それから素材を選びましょう。デザインの準備ができたら、Tripo AI Image to 3Dを使ってプロンプトや画像からカスタムモデルを生成し、Tripo AI StudioでPLAまたはABSプリント用に準備して書き出せます。