3Dプリンターのフィラメントの種類:PLA・ABS・PETG など(2026年版)

TL;DR 3Dプリントに「万能の最良フィラメント」は存在しません。あなたの特定のプロジェクトに最適なフィラメントがあるだけです。PLAは初心者に最適でPETGは強度と印刷のしやすさのバランスに優れており、ABS・ASA・TPU・ナイロン・その他のエンジニアリング素材はそれぞれ特定の用途で真価を発揮します。
成功する印刷の鍵は素材を用途に合わせることです。強度・柔軟性・耐熱性・屋外暴露・印刷性などの要素を考慮し、温度と保管のガイドラインを活用して最良の結果を得てください。湿気に敏感なフィラメントを乾燥させることは、正しい印刷設定を選ぶことと同様に重要です。
印刷するモデルをお持ちですか?Tripo AIでテキストや画像からモデルを生成し、STLまたは3MFとして書き出すか、Bambu Studioにワンクリック送信できます。モデルの準備ができたら、用途に最適なフィラメントを選んで自信を持って印刷を始めましょう。
主な3Dプリンターフィラメントの種類は、PLA(簡単・硬質・初心者に最適)・PETG(丈夫で耐水性)・ABS(耐熱性が高く強度がある)・TPU(ゴムのような柔軟性)・ナイロン(機械部品に耐久性)です。PC・PVA・ウッド・カーボンファイバー・シルクなどの特殊素材がその他すべてをカバーします。このガイドでは各素材の強み・弱み・推奨印刷温度・最適な用途と、比較チャートおよび保管のヒントを解説します。
3Dプリンターフィラメントとは?(素材の構成)
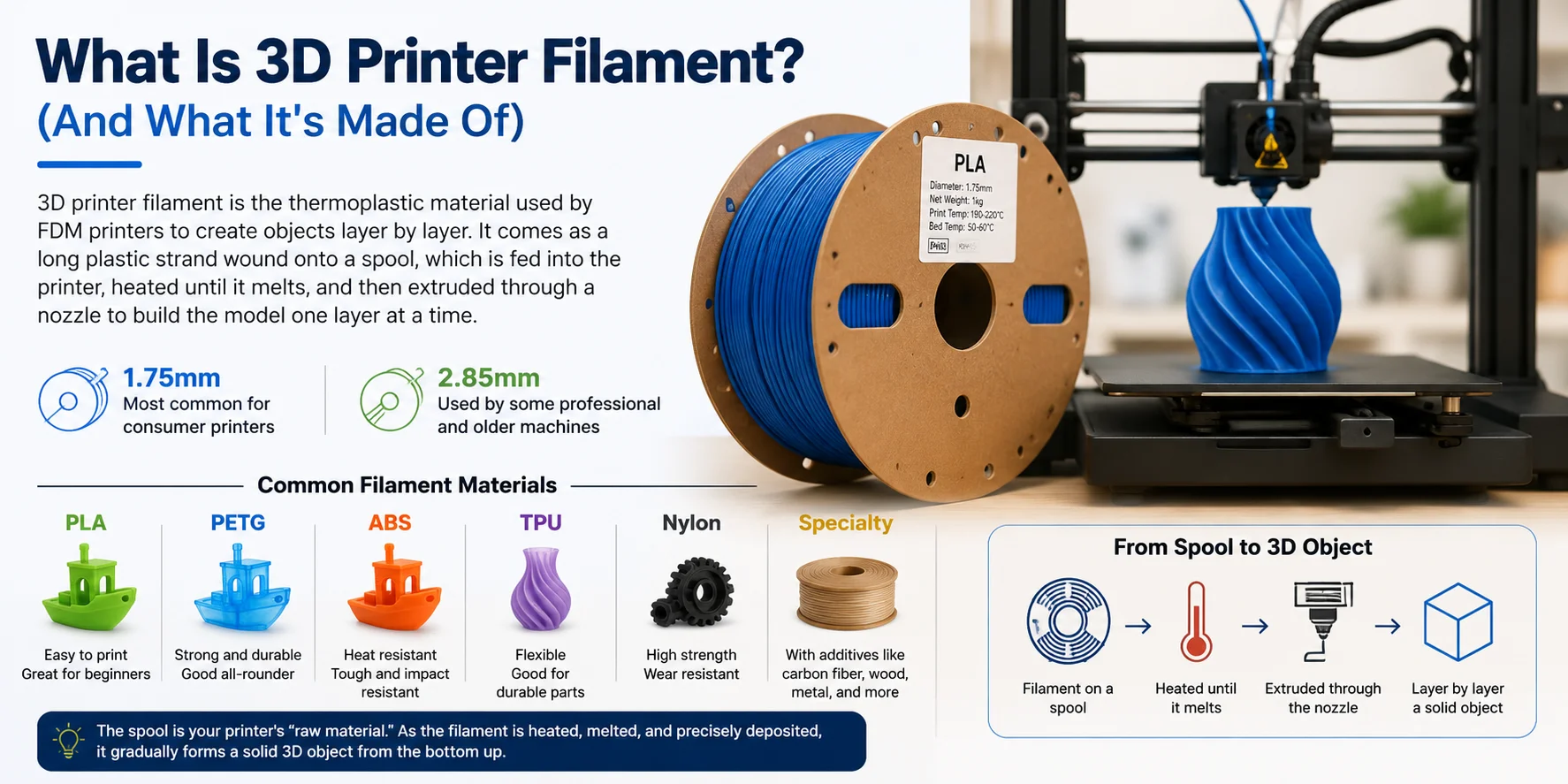
3DプリンターフィラメントはFDM(熱溶解積層造形)3Dプリンターが層ごとにオブジェクトを作成するために使用する熱可塑性素材です。スプールに巻かれた長いプラスチックの繊維として提供され、プリンターに送り込まれ、溶けるまで加熱され、ノズルから押し出されてモデルを1層ずつ積み上げます。
ほとんどのコンシューマー3Dプリンターは1.75 mm フィラメントを使用し、一部のプロフェッショナルや古い機種は2.85 mm フィラメント(3 mmとも呼ばれる)を使用します。フィラメントの直径はプリンターのエクストルーダーと一致する必要があるため、印刷前に正しいサイズを選択することが重要です。
フィラメントは特定の用途向けに設計された異なる種類の熱可塑性プラスチックで作られています。一般的な素材には、日常的な印刷に使いやすいPLA・強度と耐久性を加えたPETG・耐熱性のためのABS・柔軟なパーツのためのTPU・機械的な部品の要求に応えるナイロンが含まれます。多くの特殊フィラメントには、ユニークな機械的特性や視覚的な仕上がりを実現するために、カーボンファイバー・ウッドパウダー・金属粒子などの添加剤も含まれています。
簡単に言うと、スプールはプリンターの「原料」です。フィラメントが加熱・溶融・精密に積層されることで、底から上へ固体の3Dオブジェクトが徐々に形成されます。
一目でわかる3Dプリンターフィラメントの種類(比較チャート)
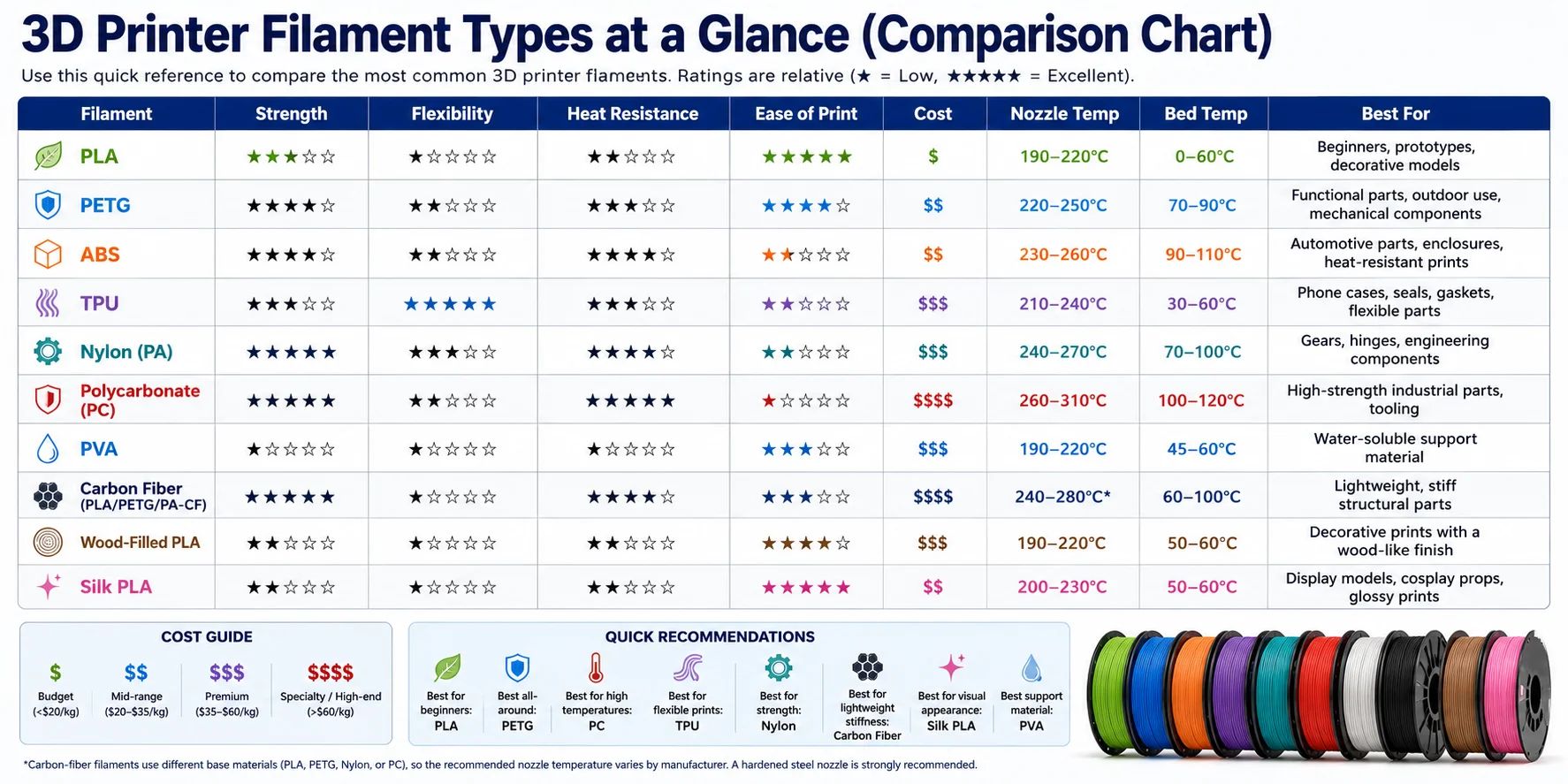
適切なフィラメントを選ぶことは適切なプリンターを選ぶことと同様に重要です。素材ごとに強度・柔軟性・耐熱性・印刷性が異なり、それぞれ特定のプロジェクトに適しています。以下の比較表をクイックリファレンスとして使用し、詳細な推奨事項については各素材ガイドをご覧ください。
| フィラメント | ノズル温度 | ベッド温度 | 難易度 | 最適用途 | 湿気感受性 |
|---|---|---|---|---|---|
| PLA | 190–220°C | 50–60°C | 簡単 | 初心者・装飾品・プロトタイプ | 低 |
| PETG | 230–250°C | 70–80°C | 中程度 | 機能部品・屋外使用 | 中〜高 |
| ABS | 230–250°C | 90–110°C | 難しい | 機械部品・自動車・エンクロージャー | 低 |
| ASA | 235–255°C | 90–110°C | 難しい | 屋外・UV耐性部品 | 低 |
| TPU | 220–250°C | 45–60°C | 中程度 | 柔軟部品・ケース・ガスケット | 中 |
| ナイロン | 240–270°C | 70–90°C | 難しい | ギア・機械・エンジニアリング | 非常に高 |
| PC | 260–310°C | 90–120°C | 非常に難しい | 高温・構造エンジニアリング | 中 |
| PVA | 190–220°C | 45–60°C | 中程度 | 水溶性サポート | 非常に高 |
| CFコンポジット | 変動* | 変動* | 難しい | 剛性エンジニアリング部品 | 低〜中 |
| ウッドフィル | 190–220°C | 50–60°C | 簡単〜中程度 | 装飾・アート | 低 |
| シルクPLA | 190–220°C | 50–60°C | 簡単 | ディスプレイ・装飾・ギフト | 低 |
*カーボンファイバーフィラメントはベース素材(PLA・PETG・ナイロン・PC)によって異なるため、推奨ノズル温度はメーカーによって異なります。カーボンファイバーは研磨性があるため、硬化スチールノズルを強くお勧めします。
クイックレコメンデーション
- 初心者に最適: PLA
- 万能フィラメントに最適: PETG
- 高温に最適: ポリカーボネート(PC)
- 柔軟印刷に最適: TPU
- 機械強度に最適: ナイロン
- 軽量剛性に最適: カーボンファイバーコンポジット
- 視覚的外観に最適: シルクPLAまたはウッドフィルPLA
- 最良のサポート素材: PVA(デュアルエクストルーダープリンター用)
PLA(ポリ乳酸)
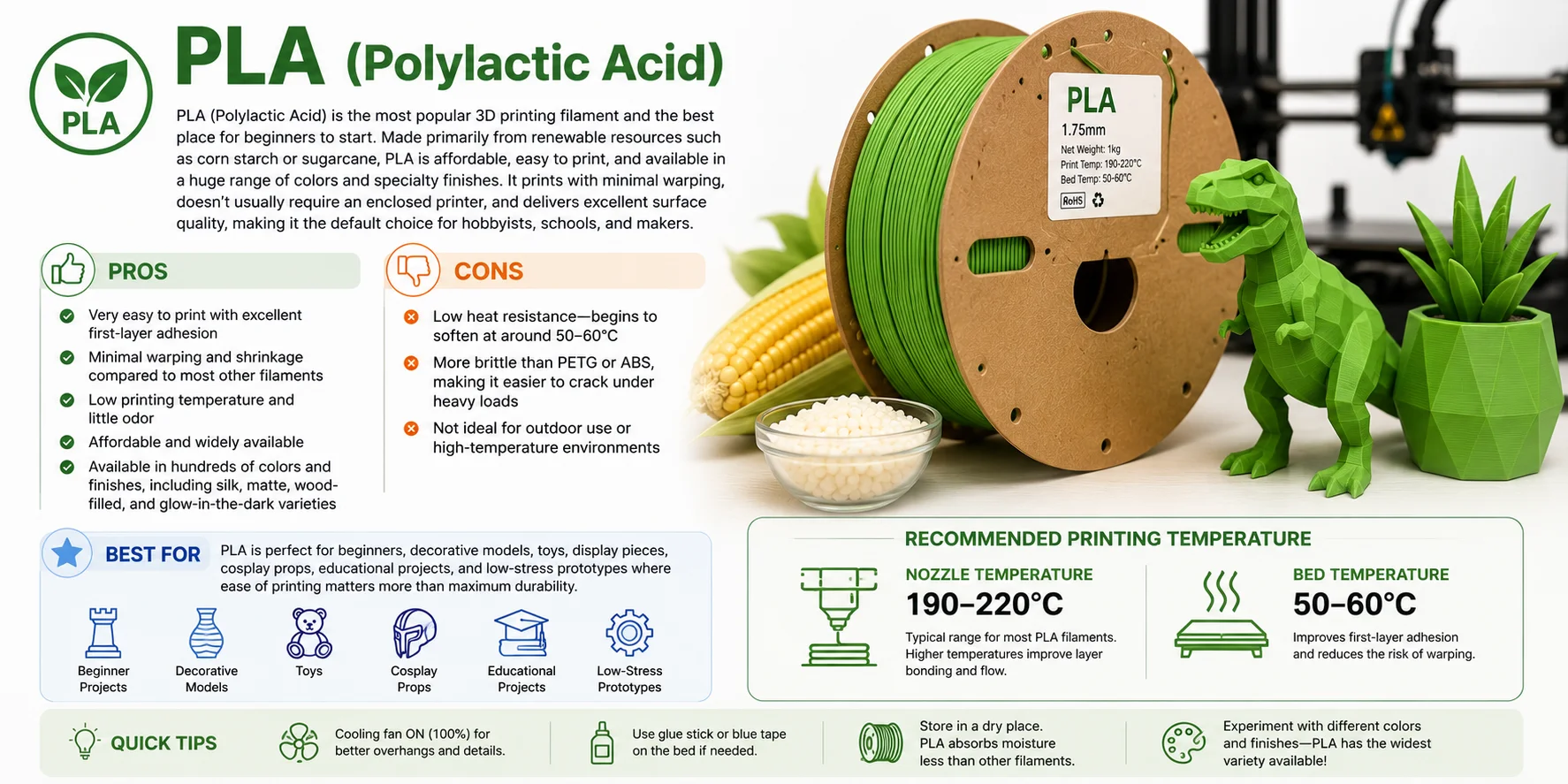
PLA(ポリ乳酸)は最も人気のある3Dプリントフィラメントで、初心者が始めるのに最適です。主にトウモロコシデンプンやサトウキビなどの再生可能資源から作られ、PLAは手頃な価格で印刷しやすく、豊富なカラーバリエーションと特殊な仕上げが揃っています。反りが少なく、通常はエンクロージャー付きプリンターが不要で、優れた表面品質を提供するため、ホビイスト・学校・メイカーのデフォルト素材です。
メリット
- 非常に印刷しやすく、ファーストレイヤーの密着性に優れる
- ほとんどのフィラメントと比較して反りと収縮が最小限
- 低い印刷温度でほぼ無臭
- 手頃な価格で広く入手可能
- シルク・マット・ウッドフィル・蓄光などを含む数百色と仕上げが利用可能
デメリット
- 耐熱性が低く、約50〜60°Cで軟化し始める
- PETGやABSより脆く、重い荷重下でひび割れやすい
- 屋外使用や高温環境には不向き
最適用途
PLAは初心者・装飾モデル・おもちゃ・ディスプレイ品・コスプレ小道具・教育プロジェクト・最大耐久性より印刷のしやすさが重要な低ストレスプロトタイプに最適です。
推奨印刷温度
- ノズル: 190–220°C
- ベッド: 50–60°C
PETG(ポリエチレンテレフタレートグリコール)
PETGはPLAとABSの中間的な最適点とよく言われます。PLAの印刷しやすさとABSの強度・耐久性の多くを組み合わせ、機能的な3Dプリントで最も人気のあるフィラメントの一つです。PETGは優れたレイヤー密着性・高い耐衝撃性・水・湿気・多くの一般的な化学物質への耐性を持ちます。また改善された耐熱・UV耐性のおかげでPLAよりも屋外使用に優れています。
トレードオフとしてPETGは少し調整が必要です。印刷された特徴間に細い糸を生じやすく、時間とともに空気中の湿気を吸収し印刷品質が低下することがあります。フィラメントを乾燥させてリトラクション設定を調整することでこれらの問題を最小限に抑えられます。
メリット
- 強く・丈夫で耐衝撃性がある
- 優れたレイヤー密着性
- 耐水・耐薬品性
- PLAより耐熱性が高い
- 軽い屋外使用に適している
デメリット
- PLAよりストリングが出やすい
- 湿気を吸収するため乾燥保管が必要
- 調整が若干難しい場合がある
最適用途
機能部品・スマホケース・ブラケット・工具ホルダー・容器・軽い屋外アクセサリー。
推奨印刷温度
- ノズル: 230–250°C
- ベッド: 70–80°C

ABS(アクリロニトリル・ブタジエン・スチレン)
ABSはコンシューマー3Dプリンター向けに利用可能な最も耐久性と耐熱性の高いフィラメントの一つです。LEGO®ブリック・自動車部品・多くの家電製品に使われるプラスチックと同じ系統で、機械的ストレスや高温に耐える必要がある機能部品の信頼できる素材です。ABSはアセトン蒸気で滑らかにできる数少ない一般フィラメントの一つで、光沢ある射出成形品のような外観になります。
欠点はABSがPLAやPETGよりも印刷が大幅に難しいことです。冷却時に収縮するため特に大きなモデルでは反りとレイヤー剥離が生じやすいです。安定した印刷温度を保つためにエンクロージャー付きプリンターを強くお勧めします。ABSは印刷中に顕著な煙を発生させるため、良好な換気や空気清浄システムが重要です。
メリット
- 高い強度と剛性
- 優れた耐衝撃性と耐熱性
- アセトン処理で研磨仕上げが可能
- 機械・エンジニアリングパーツに十分な耐久性
デメリット
- 印刷中の強い臭いと煙
- 良好な換気が必要
- エンクロージャーなしでは反りやひび割れが起きやすい
- PLAやPETGより印刷が難しい
最適用途
機械部品・自動車部品・電子エンクロージャー・工具・機能的プロトタイプ。
推奨印刷温度
- ノズル: 230–250°C
- ベッド: 90–110°C

TPU(熱可塑性ポリウレタン)— 柔軟なフィラメント
TPUは曲げ・圧縮・衝撃吸収が必要な部品のために設計された柔軟なゴムのようなフィラメントです。PLAやABSのような硬質素材とは異なり、TPUは優れた弾性と高い耐摩耗性を兼ね備え、繰り返し曲げに耐える耐久性部品に最適です。油・グリース・多くの化学物質への耐性も優れています。
最大の課題はTPUの印刷性です。フィラメントが柔らかいため、速く印刷するとエクストルーダー内で座屈や変形が起きることがあります。低速印刷で通常はずっと良い結果が得られ、短くコントロールされたフィラメントパスを提供するダイレクトドライブエクストルーダーを強くお勧めします。
メリット
- 柔軟でゴムのような質感
- 優れた衝撃吸収性
- 高い耐摩耗性
- 油・グリース・多くの化学物質への耐性
- 繰り返しの曲げに対する耐久性
デメリット
- ゆっくり印刷する必要がある
- リトラクション設定の慎重な調整が必要
- ボーデンエクストルーダーでの印刷が難しい
- 湿気に敏感で乾燥保管が必要
最適用途
スマホケース・ウェアラブルデバイス・ガスケット・振動ダンパー・保護カバー・ホイール・柔軟なヒンジ。
推奨印刷温度
- ノズル: 220–250°C
- ベッド: 45–60°C

ナイロン(ポリアミド)
ナイロン(ポリアミド)は利用可能な最も丈夫で耐久性の高い3Dプリントフィラメントの一つです。優れた強度・高い耐摩耗性・天然の自己潤滑特性を持ち、繰り返しのストレス・摩擦・重い機械的負荷に耐える必要がある機能部品に最適です。
最大の課題はナイロンが非常に吸湿性が高いことで、空気中の湿気をすばやく吸収します。数時間の暴露だけでレイヤー接着不良・ストリング・気泡・粗い表面・強度低下を引き起こすことがあります。印刷前に必ずフィラメントを乾燥させ、長時間の印刷中はドライボックスまたはフィラメントドライヤーで保管してください。
メリット
- 非常に丈夫で耐久性がある
- 優れた耐摩耗性
- 天然の自己潤滑表面
- 高い耐衝撃性と疲労耐性
- 重い機械的負荷に適している
デメリット
- 非常に吸湿性が高い — 印刷前に必ず乾燥させる
- 乾燥ボックスまたは乾燥剤入り密封容器での保管が必要
- より高い印刷温度が必要
- 良好なベッド接着またはエンクロージャーなしでは反りが起きる場合がある
最適用途: ギア・ベアリング・ヒンジ・ブッシング・構造ブラケット・高耐久機械部品・機能的エンジニアリングプロトタイプ。
推奨印刷設定: ノズル 240–270°C · 加熱ベッド 70–90°C

PC(ポリカーボネート)とその他のエンジニアリングフィラメント
ポリカーボネート(PC)はデスクトップ3Dプリント向けに利用可能な最も強く耐熱性の高いフィラメントの一つです。例外的な機械的強度・高い耐衝撃性・優れた寸法安定性を組み合わせ、耐熱性は通常110°C以上です。これらの特性がPCをPLAやPETGのような標準フィラメントでは耐久性が不足する要求の厳しいエンジニアリング用途に人気のある素材にしています。
トレードオフとしてPCは印刷が最も難しい素材の一つです。高温ホットエンド・加熱ベッドが必要で、反りとレイヤー剥離を減らすために好ましくはエンクロージャー付きプリンターが必要です。
屋外での耐久性が目標なら、**ASA(アクリロニトリルスチレンアクリレート)**を検討してください。ASAはABSに似た機械的特性を持ちながら、UV耐性と耐候性が大幅に優れており、屋外使用に最適なフィラメントタイプの一つです。
PC(ポリカーボネート)
メリット
- 非常に高い強度と耐衝撃性
- 優れた耐熱性(通常110°C以上)
- 良好な寸法安定性
- 要求の厳しいエンジニアリング用途に適している
デメリット
- 高温ノズルが必要
- エンクロージャーなしでは反りやすい
- 標準フィラメントより印刷が難しい
- 印刷前の乾燥が有益なことが多い
最適用途: 機械部品・構造ブラケット・機械パーツ・高温フィクスチャー・工業用プロトタイプ。
推奨印刷設定: ノズル 260–310°C · 加熱ベッド 90–120°C
ASA(屋外代替素材)
なぜASAを選ぶのか?
- 優れたUV耐性と耐候性
- ABSより長期的な屋外耐久性が高い
- 良好な耐熱性と耐衝撃性
- 日光と天候の変化にさらされる部品に最適
最適用途: 屋外エンクロージャー・自動車トリム・ガーデン機器・看板・ドローン部品・その他の耐候性機能部品。

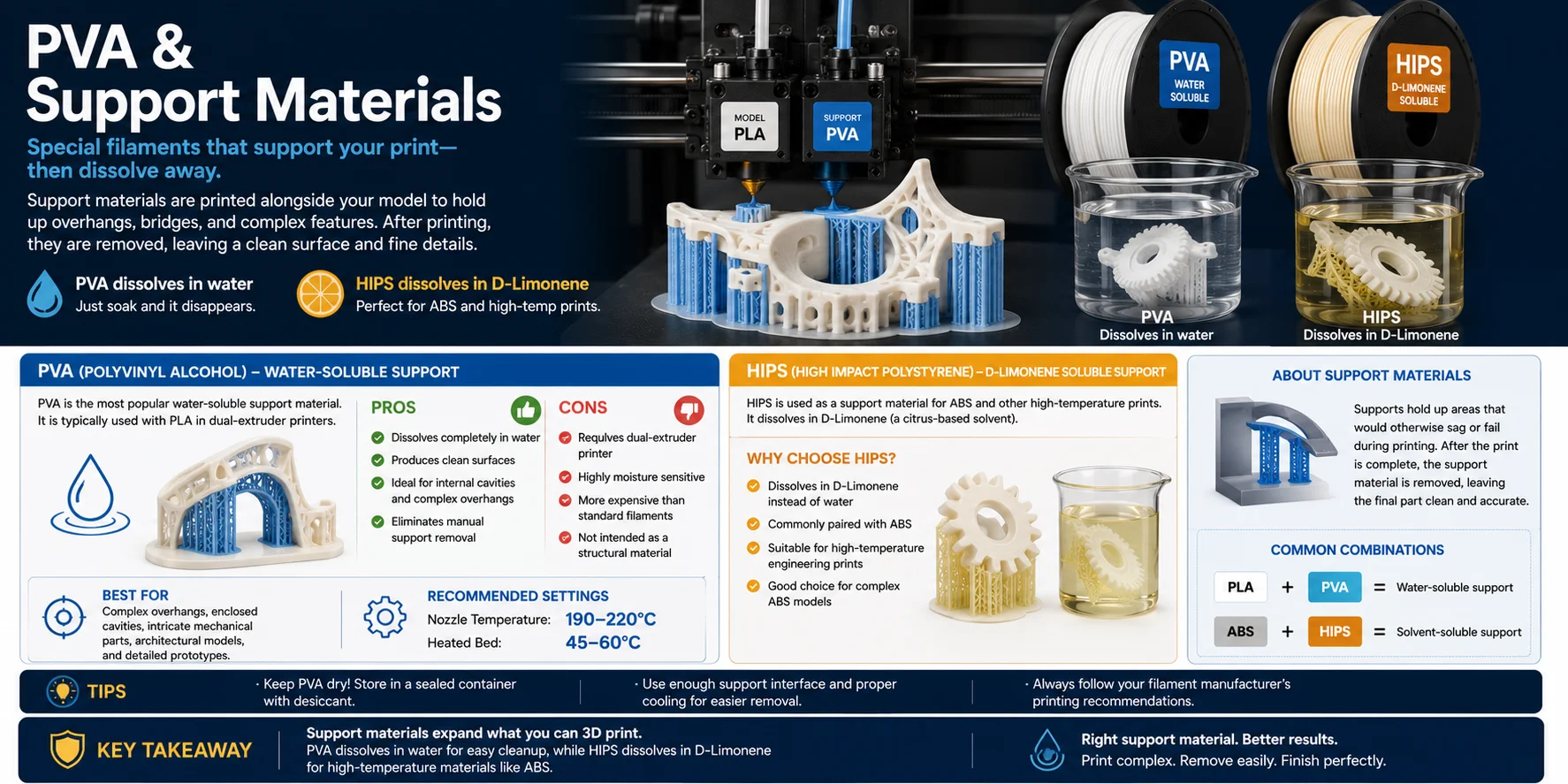
PVAとサポート素材
すべてのフィラメントが最終印刷品の一部になるわけではありません。サポート素材は印刷中にオーバーハング・ブリッジ・複雑な内部フィーチャーを一時的に支持し、後で取り除く特殊フィラメントです。
PVA(ポリビニルアルコール)は最も一般的な水溶性サポートフィラメントです。通常デュアルエクストルーダー3Dプリンターでその PLA と組み合わせて使用されます。印刷後、パーツを水に浸すとPVAが徐々に溶け、手でサポートを切ったり折ったりすることなくきれいな面が残ります。
ナイロンと同様にPVAは湿気に非常に敏感で、常に乾燥剤入りの密封ドライボックスまたは気密容器で保管する必要があります。
もう一つの一般的なサポート素材は**HIPS(高衝撃ポリスチレン)**で、D-リモネンに溶かすことができ、通常はABSと組み合わせて使用されます。
PVA(水溶性サポート)
メリット
- 水に完全に溶解する
- 複雑な印刷品に清潔な面を生成する
- 内部空洞や難しいオーバーハングに最適
- 手動サポート除去が不要
デメリット
- 最良の結果にはデュアルエクストルーダープリンターが必要
- 非常に湿気に敏感
- 標準フィラメントより高価
最適用途: 複雑なオーバーハング・密封空洞・精密な機械部品・建築モデル・詳細プロトタイプ。
推奨印刷設定: ノズル 190–220°C · 加熱ベッド 45–60°C
特殊・コンポジットフィラメント(ウッド・カーボンファイバー・シルク)
標準フィラメントをマスターしたら、特殊・コンポジット素材が可能性の全く新しい領域を開きます。これらのフィラメントは通常PLA・PETG・ナイロンなどの一般的な素材をベースにしていますが、性能向上やユニークな視覚効果のためにカーボンファイバー・ウッドパウダー・特殊顔料などの添加剤と混合されています。
カーボンファイバーフィルドフィラメント
カーボンファイバーフィラメントは通常、短いカーボンファイバーで強化されたPLA・PETG・またはナイロンベースのコンポジットです。添加されたファイバーは剛性を高め・重量を減らし・寸法安定性を改善します。カーボンファイバーは研磨性が高いため、硬化スチールノズルを強くお勧めします。
最適用途: ドローン部品・RCコンポーネント・機械ブラケット・ジグ・フィクスチャー・軽量エンジニアリング部品。
ウッドフィルドフィラメント
ウッドフィルドフィラメントはPLAと細かいウッドファイバーを組み合わせて本物の木に近い印刷品を作ります。サンディング・染色・塗装・シーリングが可能です。より信頼性の高い印刷のために0.5 mmまたは0.6 mmノズルを好むユーザーが多いです。
最適用途: 装飾モデル・コスプレ小道具・建築モデル・看板・クラフト・芸術的プロジェクト。
シルクPLA
シルクPLAは後処理なしで例外的に光沢のあるメタリックな仕上がりを生成するよう配合されています。標準PLAと同様に印刷できますが、外観に最適化されています。
最適用途: ディスプレイモデル・フィギュア・花瓶・ギフト・コスプレアクセサリー・機械性能より視覚品質が重要な装飾印刷品。
その他の特殊フィラメント
- 蓄光PLAはおもちゃ・看板・装飾印刷に最適なリン光添加剤を含む。
- **PLA+(タフPLA)**は印刷しやすさを保ちながら改良された靱性と耐衝撃性を提供する。
- ユニークな視覚効果のためのメタルフィル・マーブル・色変化・温度反応性フィラメントなどもある。

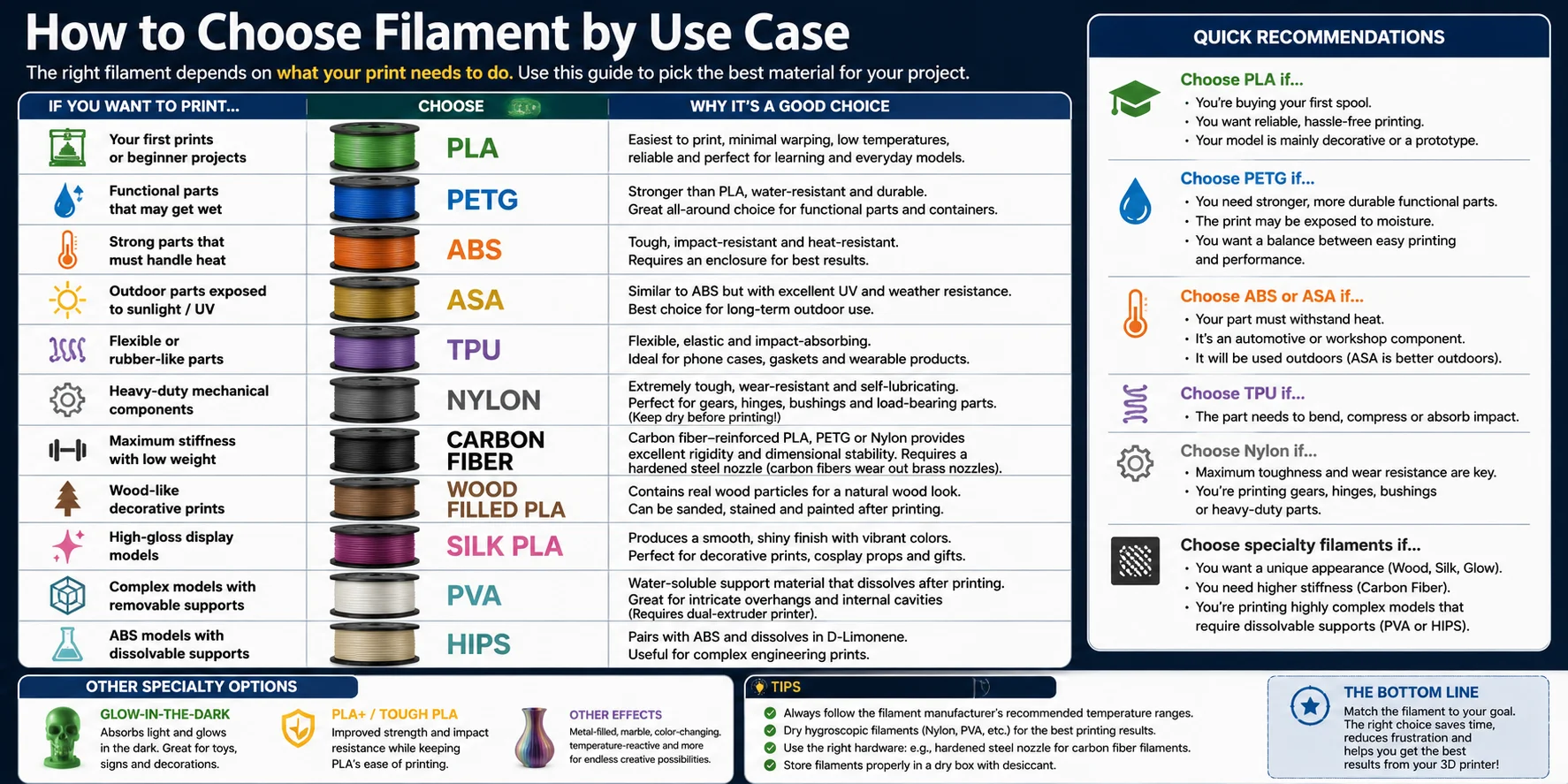
用途別フィラメントの選び方
フィラメントの種類がたくさんある中で、最も簡単な選び方は素材特性ではなく何を作ろうとしているかで考えることです。「最良のフィラメントはどれか?」と聞くのではなく、「私の印刷品に何が必要か?」と聞いてみましょう。
| 用途 | 推奨フィラメント | 理由 |
|---|---|---|
| 初印刷・初心者 | PLA | 印刷しやすく・反りが少なく・低コスト |
| 強い機能部品 | PETG | PLAより丈夫で耐水性がある |
| 耐熱部品 | ABSまたはPC | 高い耐熱性 |
| 屋外使用 | ASA | UV耐性と耐候性 |
| 柔軟部品 | TPU | ゴムのような弾性・曲げ・圧縮 |
| 機械用ギア・ベアリング | ナイロン | 自己潤滑・非常に丈夫 |
| 高剛性・軽量 | カーボンファイバーコンポジット | 優れた比剛性 |
| 装飾・視覚的 | シルクPLAまたはウッドフィルPLA | 魅力的な仕上がり |
| 複雑なオーバーハング | PVA(デュアルエクストルーダー) | 水溶性サポート除去 |
クイックレコメンデーション
PLAを選ぶなら… 初めてのスプールを購入する場合、信頼性の高い手軽な印刷が必要な場合、またはモデルが主に装飾品やプロトタイプの場合。
PETGを選ぶなら… より強くて耐久性と耐水性の高い機能部品が必要な場合、印刷品が湿気にさらされる可能性がある場合、または印刷しやすさと性能のバランスが欲しい場合。
ABSまたはASAを選ぶなら… 部品が熱に耐える必要がある場合、自動車やワークショップのコンポーネントの場合、または屋外で使用する場合(ASAの方が屋外により適している)。
TPUを選ぶなら… 部品が曲がり・圧縮・衝撃吸収の必要がある場合。
ナイロンを選ぶなら… 最大の靱性と耐摩耗性が印刷しやすさより重要な場合、またはギア・ヒンジ・ブッシング・高耐久機械部品を印刷する場合。
特殊フィラメントを選ぶなら… ユニークな外観が必要な場合、より高い剛性が必要な場合、または溶解サポートが必要な複雑なモデルを印刷する場合。
結論
ほとんどの人にとって、PLAが最良のスタート地点であり続けます。印刷ニーズが特殊化するにつれて、機能部品にはPETG・耐熱性と屋外耐久性にはABSまたはASA・柔軟性にはTPU・エンジニアリング用途にはナイロン・ユニークな美観や高性能が必要な場合は特殊フィラメントに移行してください。
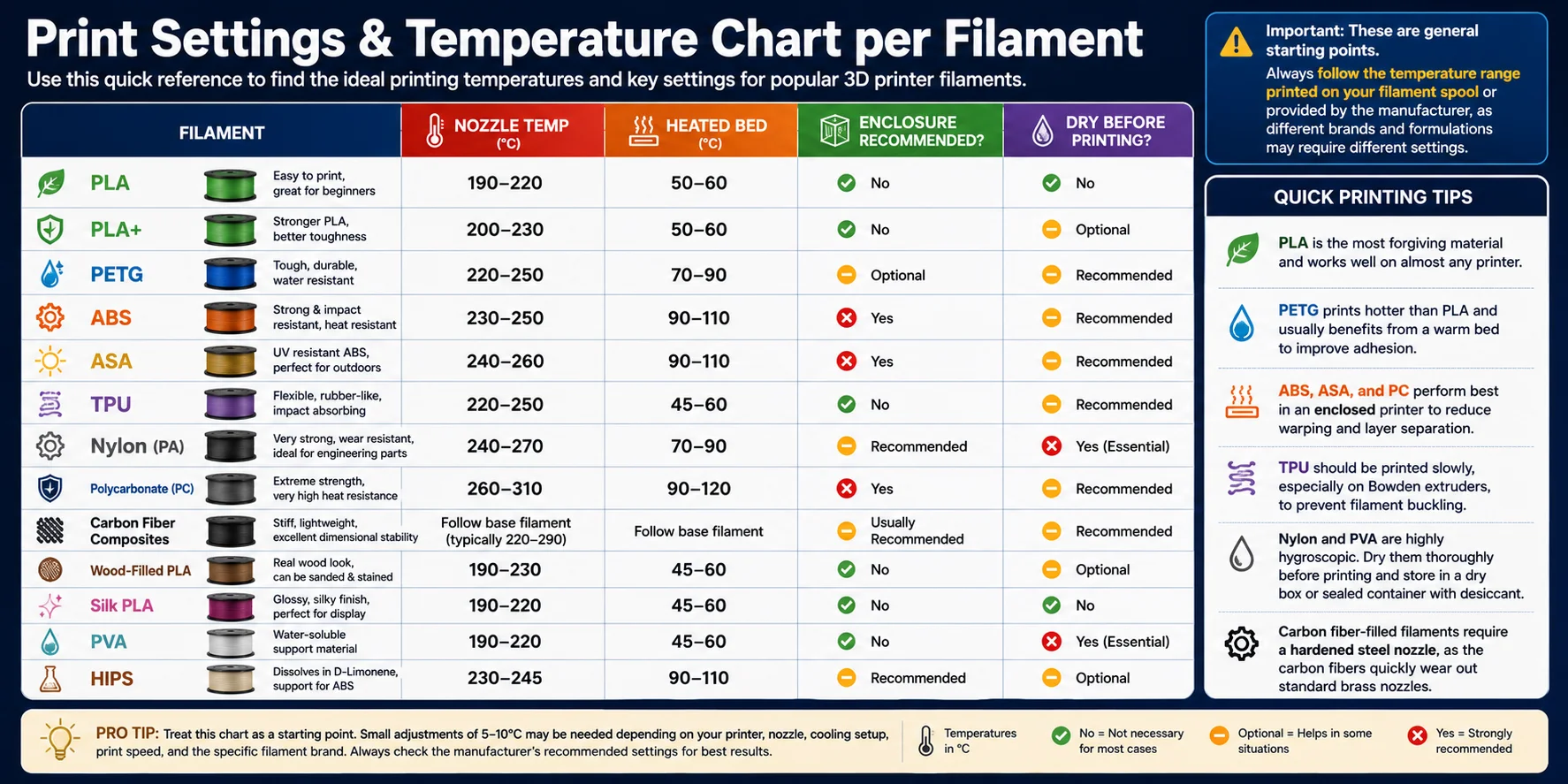
フィラメント別の印刷設定と温度チャート
すべてのフィラメントにはそれぞれ理想的な印刷温度範囲があります。正しいノズルとベッド温度を使用することは、印刷品質の改善・反りの軽減・レイヤー密着性の強化に最も簡単な方法の一つです。
重要: これらは一般的な出発点です。フィラメントスプールに印刷またはメーカーが提供する温度範囲に常に従ってください。ブランドや配合によって異なる設定が必要な場合があります。
| フィラメント | ノズル温度 | ベッド温度 | エンクロージャー | 乾燥推奨 |
|---|---|---|---|---|
| PLA | 190–220°C | 50–60°C | 不要 | オプション |
| PETG | 230–250°C | 70–80°C | 不要 | 推奨 |
| ABS | 230–250°C | 90–110°C | 強く推奨 | オプション |
| ASA | 235–255°C | 90–110°C | 強く推奨 | オプション |
| TPU | 220–250°C | 45–60°C | 不要 | 推奨 |
| ナイロン | 240–270°C | 70–90°C | 推奨 | 強く推奨 |
| PC | 260–310°C | 90–120°C | 強く推奨 | 推奨 |
| PVA | 190–220°C | 45–60°C | 不要 | 強く推奨 |
| CFコンポジット | 変動 | 変動 | 変動 | オプション |
クイック印刷ヒント
- PLAは最も扱いやすい素材でほぼすべてのプリンターでうまく動作します。
- PETGはPLAより高温で印刷し、密着性を高めるために温かいベッドが通常有効です。
- ABS・ASA・PCは反りとレイヤー剥離を減らすためにエンクロージャー付きプリンターで最も良い性能を発揮します。
- TPUはフィラメント座屈を防ぐため、特にボーデンエクストルーダーでは低速で印刷する必要があります。
- ナイロンとPVAは非常に吸湿性が高いです。印刷前に十分乾燥させ、乾燥剤と共にドライボックスに保管してください。
- カーボンファイバーフィルドフィラメントには硬化スチールノズルが必要です。カーボンファイバーは標準の真鍮ノズルをすぐに磨耗させます。
保管・取り扱い(フィラメントを乾燥させる)
3Dプリントで最も見落とされる要因の一つがフィラメントの湿気です。温度設定の問題やスライサー設定の問題に見える多くの印刷問題は、実際には湿ったフィラメントが原因です。フィラメントが突然過剰なストリング・ポップやクラッキング音・粗い表面・不均一な押し出し・脆いパーツを生成し始めたら、まず湿気を確認してください。
最も湿気を吸収するフィラメントは?
| フィラメント | 湿気感受性 | 保管優先度 |
|---|---|---|
| ナイロン(PA) | 非常に高 | 重要 — 常に乾燥・密封 |
| PVA | 非常に高 | 重要 — 常に乾燥・密封 |
| PETG | 中〜高 | 重要 — 乾燥剤で密封保管 |
| TPU | 中 | 重要 — 密封保管 |
| PC | 中 | 乾燥剤で密封保管 |
| ABS | 低 | 標準密封保管 |
| PLA | 低 | 標準密封保管 |
簡単な覚え方:ナイロン > PETG > TPU > PLA
フィラメント保管のベストな方法
- 長期保管には新鮮な乾燥剤パック入りの真空密封バッグ。
- 湿度を低く保ちながらコンテナから直接印刷できるドライボックス。
- 再利用可能なシリカゲルまたはモレキュラーシーブ乾燥剤入りの密閉プラスチックコンテナー。
印刷前のフィラメント乾燥
| フィラメント | 乾燥温度 | 乾燥時間 |
|---|---|---|
| PLA | 45–55°C | 4–6時間 |
| PETG | 65–75°C | 4–6時間 |
| ABS | 60–80°C | 3–4時間 |
| TPU | 55–65°C | 4–6時間 |
| ナイロン | 70–90°C | 8–12時間 |
| PVA | 45–55°C | 4–6時間 |
| PC | 80–90°C | 6–8時間 |
専用フィラメントドライヤーまたは注意しながら温度制御コンベクションオーブンを使用してください。スプールを過熱させないよう注意してください。過度の温度はフィラメントとスプール自体の両方を変形させる可能性があります。
ベストプラクティス
- 開封済みスプールは乾燥剤入り密封容器に保管してください。
- 重要な印刷前は吸湿性フィラメントを乾燥させてください。
- ナイロン・PVA・PETG・TPUは可能な限り湿った環境を避けてください。
- 印刷中にポップ音が聞こえたら、続ける前にフィラメントを乾燥させてください。
- 開封済みスプールには最初に使用した日付をラベルして、いつ再乾燥が必要かわかるようにしてください。

よくある質問
3Dプリンターフィラメントの種類は何がありますか?
最も一般的な3DプリンターフィラメントにはPLA・PETG・ABS・ASA・TPU・ナイロン(PA)・ポリカーボネート(PC)・PVA・HIPSと、カーボンファイバー・ウッドフィル・シルクフィラメントなどの特殊素材が含まれます。各素材の強みが異なります。PLAは初心者向け・PETGは耐久性の高い機能部品向け・ABSとASAは耐熱性と屋外使用向け・TPUは柔軟性向け・ナイロンまたはPCは要求の厳しいエンジニアリング用途向けです。
PETGとPLAどちらを使うべきですか?
初心者か装飾モデルやプロトタイプを印刷する場合はPLAを選んでください。印刷しやすく優れた表面品質を提供します。ブラケット・容器・屋外アイテムなど強くて耐久性・耐水性の高い機能部品が必要な場合はPETGを選んでください。
PLAとPETGはどちらが毒性が低いですか?
PLAは一般的にPETGより毒性が低いとされています。 PLAは再生可能な植物ベースの素材から作られており、印刷中の臭いが少ないのが一般的です。どちらの素材でも、常に換気の良い場所で印刷することをお勧めします。
屋外の3Dプリントにはどのフィラメントを使えばよいですか?
屋外使用にはASAが最適です。ABS レベルの強度と大幅に優れたUV耐性・耐候性を組み合わせているからです。PETGは軽い屋外暴露には堅実な第2の選択肢です。PLAは温暖な温度で軟化しUV暴露で劣化するため屋外での使用は避けてください。
PLAとABSフィラメントの違いは何ですか?
主な違いは耐熱性と印刷性です。PLAは印刷しやすく、低い温度で反りがほとんどなく臭いが少ないです。ABSはより高い温度(約100°Cまで)に耐え機械的ストレス下でより丈夫ですが、反りやすく・エンクロージャーが必要で・顕著な煙を発生させます。
最も強い3Dプリンターフィラメントは何ですか?
デスクトップFDM印刷では、**ポリカーボネート(PC)**が一般的に最も強いフィラメントとされています。優れた引張強度・高い耐衝撃性・110°C以上の耐熱性を組み合わせています。ナイロンは僅差で第2位で、靱性と疲労耐性が必要な部品により適しています。
3D印刷に適したフィラメントをどう選びますか?
まず印刷品が何をする必要があるかを考えてください。装飾品や初めての印刷ならPLAを選ぶ、強度と耐水性が必要ならPETGを使う、熱や機械的ストレスに耐える必要があるならABS・ASA・またはナイロンを使う、曲げる必要があるならTPUを選ぶ。
PETGはPLAとABSとどう比較されますか?
PETGはほぼすべての点でPLAとABSの中間に位置します。PLAより丈夫で耐熱性が高く(軟化温度はPLAの60°Cに対しPETGは約80°C)、ABSよりはるかに印刷しやすく、エンクロージャーが不要で反りが最小限です。PLAが十分耐久性がなくABSの複雑さを望まない場合、ほとんどの機能的印刷にはPETGが最良の万能選択肢です。
ミニチュアの3D印刷に最適なフィラメントは何ですか?
ミニチュアと高精細モデルには、**標準PLAまたはPLA+**が最も人気のあるFDMの選択肢です。精細なディテールをよく保ち・より低い温度で印刷できストリングを減らし・豊富なカラーと仕上げが揃っています。優れた表面の滑らかさが必要な場合、レジン印刷はミニチュアの精細さでFDMを上回ります。
どの3Dプリンターでも同じフィラメントが使えますか?
すべてのフィラメントがすべてのプリンターで使えるわけではありません。ほとんどの標準プリンターは変更なしでPLA・PETG・TPUを扱えますが、ABS・ASA・ナイロン・PCなどの高温素材は加熱ベッドと理想的にはエンクロージャーフレームが必要です。カーボンファイバーやその他の研磨性コンポジットには硬化スチールノズルも必要です。
まとめ
3Dプリントに「最良のフィラメント」は一つではありません。あなたの特定のプロジェクトに最適なフィラメントだけがあります。パーツがどのように使用されるかを考えることから始め、強度・柔軟性・耐熱性・耐久性・外観の要件に合う素材を選んでください。
印刷するモデルをお持ちですか?Tripo AIでテキストや画像からモデルを生成し、STLまたは3MFとして書き出すか、Bambu Studioにワンクリック送信できます。上記のフィラメントガイドを使って作業に適した素材を選んでください。