
AI生成3Dモデル:3Dプリントのための穴埋め修復
アディティブ・マニュファクチャリングにおけるウォータータイトな形状と構造的整合性の確保
2026年、デジタルコンセプトから物理的なオブジェクトへの移行には、正確な幾何学的データが求められます。3Dプリントを成功させるためにAI生成3Dモデルの穴を修復する技術の活用は、現代のアディティブ・マニュファクチャリングにおける重要な進歩を象徴しています。AI 3Dモデルジェネレーターは、ウォータータイトなメッシュをネイティブに生成し、その後のメッシュ修正のための強力なツールを提供する成熟したエコシステムを提供します。この包括的なアプローチにより、構造的整合性が最大限に確保され、産業用およびデスクトップ用プラットフォームの両方で従来プリント失敗の原因となっていたノンマニフォールドエッジや表面の隙間を効果的に排除します。
重要な洞察
- 膨大なパラメータスケール: Tripo AIは、2,000億以上のパラメータを搭載したアーキテクチャを活用し、プリント可能なマニフォールドメッシュをネイティブに生成します。
- 次世代アルゴリズム: コアエンジンは「Algorithm 3.1」で動作し、幾何学的な精度と製造品質において測定可能な利点を提供します。
- 厳格なエコシステムの分離: Tripo Studio(Webベースの生成ツール)とTripo APIは、完全に独立した製品ラインです。APIサービスには独自の課金およびアクセスシステムがあります。
- 商用ライセンスルール: 無料プランでは月間300ポイントが付与されます。Tripoの無料プランで生成された3Dモデルは商用利用をサポートしていません。Proプラン(月額19.90ドル)では月間3,000ポイントが付与されます。
アディティブ・マニュファクチャリングにおけるウォータータイトな形状の重要性
3Dプリントを成功させるには、連続した閉じた表面のデジタル構造が厳格に求められます。そのため、3Dプリントを成功させるためにAI生成3Dモデルの穴を修復するワークフローを実装することは、構造崩壊やスライスエラーを防ぐために不可欠です。
アディティブ・マニュファクチャリングのための設計には、純粋な視覚的モデリングから物理的な製造へと、機能的な思考の転換が必要です。主な技術的目標は、スライスソフトウェアが固体として正確に解釈できる、ウォータータイトでマニフォールドなメッシュを作成することです。USD、FBX、OBJ、STL、GLB、3MFなどの標準的なファイル形式は、3D表面を相互接続された三角形のメッシュとして表現します。これらの三角形が適切に接続されない場合、デジタルモデルにはノンマニフォールドエッジ、反転した法線、あるいは形状上の物理的な穴が生じます。
これらの幾何学的原則を無視すると、必然的に物理的なプリントの失敗につながります。スライサーが交差する形状や欠落した面を検出した場合、プリンターのノズルやレーザーが従うべき必要なGコード命令を生成できません。さらに、壁の厚さはハードウェアの最小押し出し幅を一貫して超えている必要があります。標準的なFDM(熱溶解積層法)マシンでは1.0〜2.0mmの壁厚が標準的であり、樹脂ベースのSLAプリンターでは0.5〜1.0mmが必要となることがよくあります。オペレーターが3Dプリントを成功させるためにAI生成3Dモデルの穴を修復する技術を活用すると、ソフトウェアがこれらの物理的境界を自動的に強制し、プリントプロセスや後処理段階で繊細な機能が破損しないようにします。
アルゴリズムによるネイティブ生成:3Dプリントを成功させるためのAI生成3Dモデルの穴修復
2,000億以上のパラメータを搭載し「Algorithm 3.1」で駆動するエンジンを活用することで、Tripo AIプラットフォームは閉じたマニフォールド形状をネイティブに出力し、これまで必要とされていた手作業による穴修復の手間を排除します。
2026年のデジタル制作環境は、迅速かつマルチモーダルな生成によって定義されています。AI 3Dモデルジェネレーターはこの手法の最前線に立ち、「Algorithm 3.1」として知られる高度なフレームワークを運用しています。この非常に洗練されたエンジンは、2,000億以上のパラメータという膨大なスケールを活用し、幾何学的構造が視覚的に優れているだけでなく、技術的にも健全であることを保証します。テキストから3Dモデルへの変換の説明を使用したり、2次元の参照画像をアップロードしたりすると、アルゴリズムは要求されたボリュームを分析し、アディティブ・マニュファクチャリングの要件に準拠したベースメッシュを自動的に構築します。
この技術の決定的な特徴は、従来発生していたモデリングエラーを未然に防ぐ能力です。プラットフォームのスマートトポロジー機能は、広範な手動のリトポロジーを必要としない、ゲームやプリントに適したローポリゴンメッシュを生成します。このウォータータイトな構造のネイティブ生成は、3Dプリントを成功させるためのAI生成3Dモデルの穴修復に関する包括的な予防措置として機能します。頂点を自動的にリンクし、クアッド(四角形)主導または高度に最適化された三角形メッシュを確保することで、出力は即座に物理的な製造に対応できる状態になります。システムは1分以内にセグメンテーションとパーツの完成を正確に行い、従来のCADソフトウェアを悩ませていた交差ボリュームなしで、デジタルプロンプトからスライス可能なSTLファイルへの移行を効果的に合理化します。
生成後のメッシュ最適化とリトポロジー
高度なネイティブ生成であっても、ターゲットを絞ったリトポロジーとメッシュの微調整技術を適用することで構造的整合性が確保されます。これは、3Dプリントを成功させるためにAI生成3Dモデルの穴を修復する際の必須ステップです。
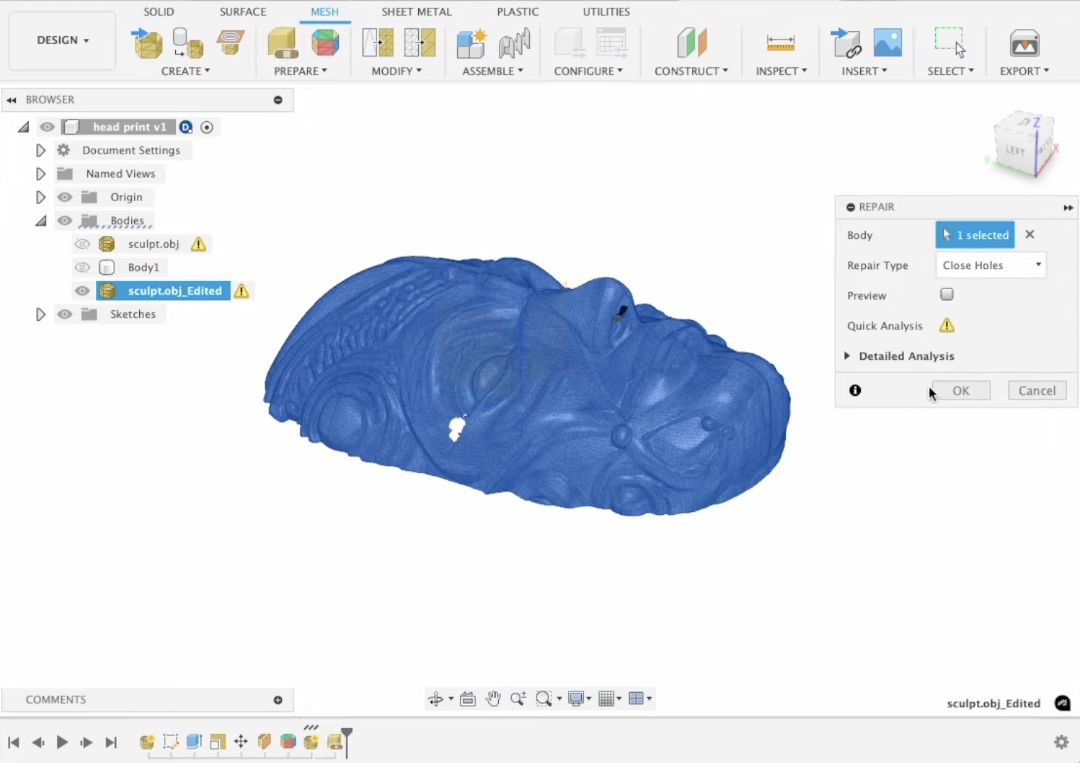
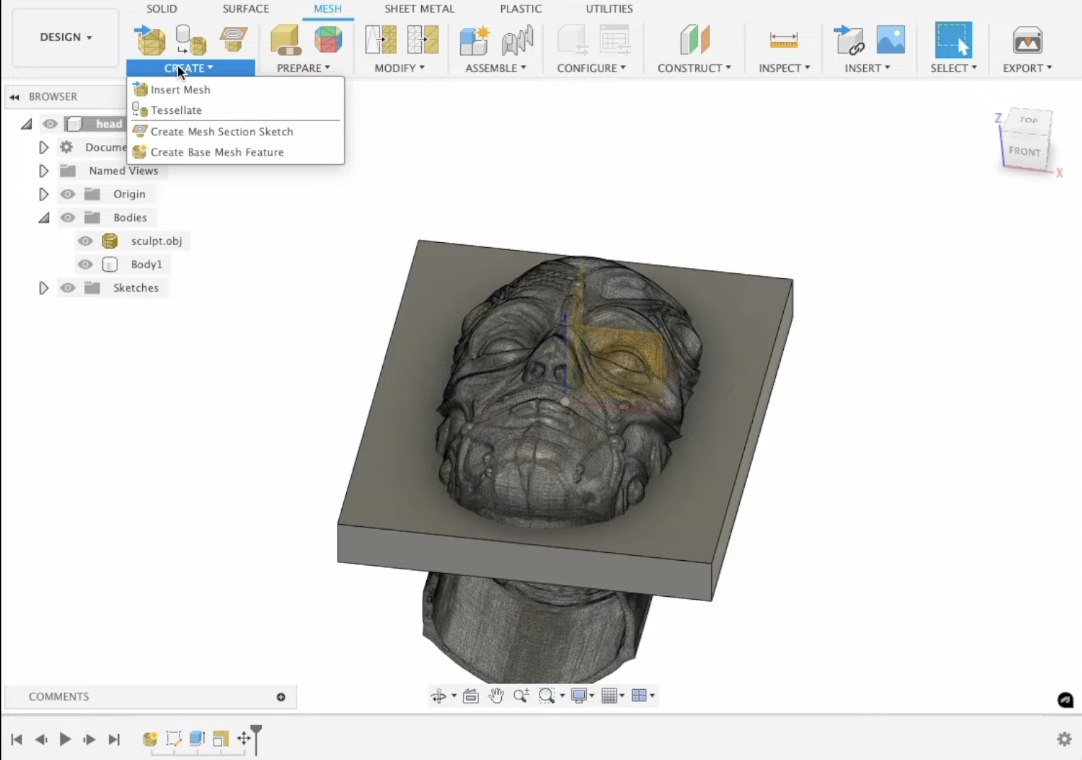
Algorithm 3.1はウォータータイトな形状の生成に優れていますが、特定の産業用途や複雑な芸術的彫刻では、生成後の微調整が必要になる場合があります。オペレーターは、AIが生成したベースメッシュをパラメトリックCADソフトウェアに統合し、重要な構造調整を行うことがよくあります。このフェーズでは、ハイポリゴンメッシュを間引いてファイルサイズを削減(効率的なスライスのために50MB以下に保つのが理想的)しつつ、必要な表面のディテールを維持することに重点を置きます。最適化チェックリストでは、メッシュの整合性の検証が常に義務付けられています。現代のソフトウェアに組み込まれた修復機能は、初期の生成チェックをすり抜けた可能性のある微細なノンマニフォールドエッジや浮遊頂点を特定し、封印します。さらに、モデルの最適化には、中実部分のくり抜きや排水穴の追加が含まれます。鋭い内部コーナーにフィレットや面取りを追加することで、設計者は機械的応力を分散させ、物理的なプリント段階でのひび割れを防ぎます。
独立したエコシステム:Tripo StudioとTripo API
これらの技術を大規模に展開するには、Tripo Studio(Webベースの生成ツール)とTripo APIが完全に独立した製品ラインであることを認識する必要があります。APIサービスには独自の課金およびアクセスシステムがあり、3Dプリントを成功させるためのAI生成3Dモデルの穴修復という異なる運用要件に対応しています。
プラットフォームを利用する個々のクリエイター向けに、サブスクリプション階層が厳格に定義されています。無料プランでは月間300ポイントが付与されます。Tripoの無料プランで生成された3Dモデルは商用利用をサポートしていません。サブスクリプションプランとより高い容量を求めるプロフェッショナルは、月間3,000ポイントが付与されるProプラン(月額19.90ドル)を利用する必要があります。このProティアでは、より高速な生成時間、マルチビュー処理、および完全な商用利用権が解放され、アーティストやエンジニアがAI生成3Dモデルの穴修復による成果物を合法的に収益化できるようになります。
スライス、配置、および最終的なプリント前検証
最適化された形状を正確なGコードに変換するには、慎重なスライサー設定が必要です。これは、3Dプリントを成功させるためにAI生成3Dモデルの穴を修復する際の最終的な機械的検証として機能します。
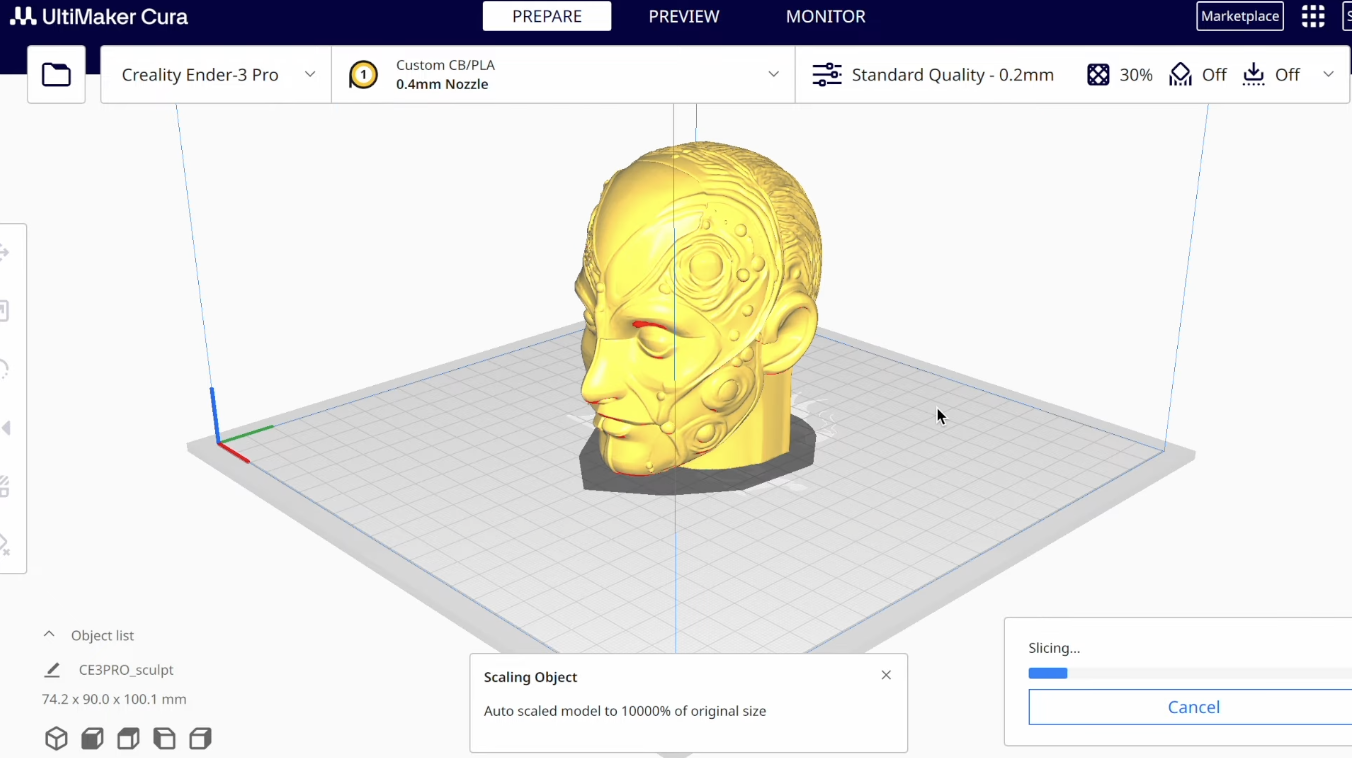
物理的な製造前の最終フェーズには、Ultimaker CuraやPrusaSlicerなどのスライスソフトウェアが含まれます。これらのプログラムは、最適化された3Dモデルを水平レイヤーに変換し、プリンターハードウェアが必要とするGコード命令を生成します。
スライサー内での適切な設定は極めて重要です。オペレーターは、適切なレイヤーの高さ、インフィルの密度、および特定のフィラメントタイプに基づいた温度設定を定義する必要があります。この準備の重要な側面は、配置とサポートの生成です。基本的な「45度ルール」では、ビルドプレートに対して45度を超えるオーバーハングには、押し出されたプラスチックが空中に垂れ下がるのを防ぐために物理的なサポート構造が必要であると規定されています。モデルの戦略的な配置により、これらのサポートの必要性が最小限に抑えられ、材料の無駄と後処理の手間が削減されます。スライスされたレイヤーを視覚的にプレビューすることで、オペレーターは最終的な品質チェックを行い、3Dプリントを成功させるためのAI生成3Dモデルの穴修復の過程で適用された原則が、高品質で製造準備が整ったデジタルアセットをもたらしたことを確認します。
