¿Qué es el slicing en la impresión 3D? Guía para principiantes
TL;DR
- El slicing convierte un modelo 3D (STL/3MF) en G-code que la impresora puede leer.
- Divide el modelo en capas finas y genera trayectorias de herramienta para cada capa.
- Sin slicing, una impresora 3D no puede entender ni imprimir el modelo.
- Ajustes como la altura de capa, el relleno, los soportes y la velocidad controlan la calidad, la resistencia y el tiempo de impresión.
- Las impresoras FDM y de resina usan slicers distintos, pero ambas dependen del slicing para crear instrucciones imprimibles.
Esta guía cubre todo lo que necesitas saber sobre el slicing en la impresión 3D, desde cómo un slicer convierte un archivo STL o 3MF en G-code hasta el mejor software de slicing, los ajustes esenciales y los errores más comunes que debes evitar.
¿Qué es el slicing en la impresión 3D?
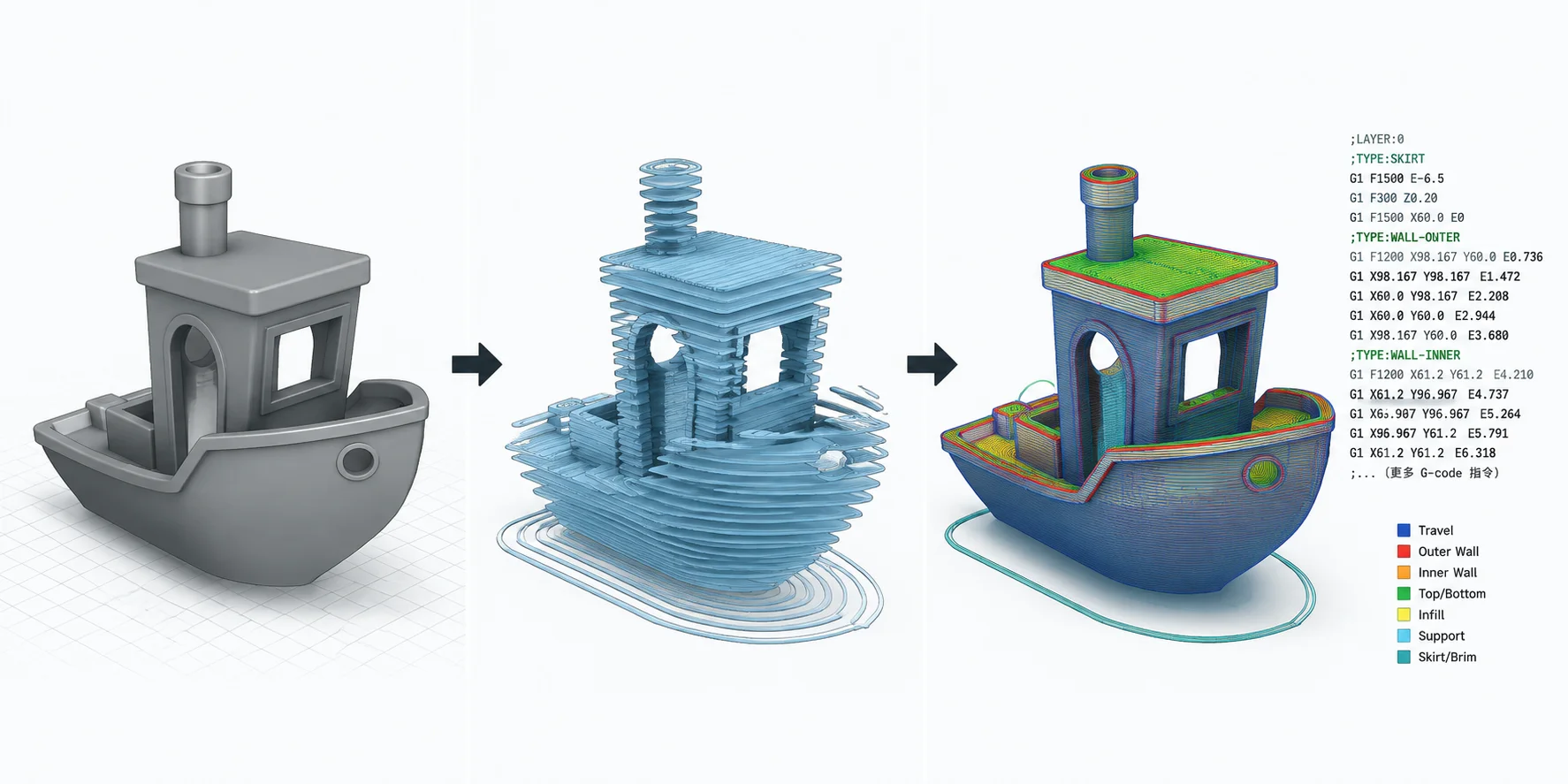
Si te preguntas qué es el slicing en la impresión 3D, la respuesta más sencilla es esta: el slicing es el proceso de convertir un modelo digital 3D en un conjunto de capas horizontales finas que una impresora 3D puede entender y construir una a una. Dado que la mayoría de las impresoras 3D no pueden "ver" ni interpretar directamente una forma 3D completa, dependen de instrucciones que describen el movimiento paso a paso. Estas instrucciones se escriben en un lenguaje llamado G-code, que indica a la impresora exactamente adónde moverse, a qué velocidad y cuándo extruir material.
Esta tarea de traducción la realiza el software de slicing, también conocido como slicer de impresión 3D. El slicer toma un archivo de modelo —normalmente un archivo STL / 3MF— y lo "corta" virtualmente en cientos o miles de capas finas, de forma similar a rebanar una barra de pan o apilar hojas de papel. Cada capa se convierte en una trayectoria 2D que la impresora puede seguir, y todas las capas juntas recrean el objeto 3D original. En este sentido, el slicer actúa como un traductor entre la geometría diseñada por humanos y el movimiento legible por la máquina.
Durante el slicing, el software también decide parámetros de impresión importantes como la altura de capa, el relleno y si se necesitan soportes para las partes en voladizo. Estos ajustes afectan directamente a la resistencia de la impresión, la calidad de la superficie y el tiempo de impresión. Sin slicing, la impresora no tendría un plan estructurado, solo una forma 3D ilegible. Con él, el modelo se convierte en un plano preciso capa por capa que la máquina puede ejecutar de forma fiable.
¿Por qué es esencial el slicing? (Qué ocurre sin él)
El slicing es esencial en la impresión 3D porque una impresora no puede entender directamente un modelo 3D. Aunque puedas diseñar un objeto en CAD y exportarlo como archivo STL / 3MF, la impresora en sí no reconoce geometría sólida, superficies ni estructuras de malla. En cambio, solo entiende instrucciones de movimiento simples: moverse a lo largo de coordenadas X, Y, Z y controlar la extrusión. Sin slicing, el modelo es solo una forma digital ilegible sin instrucciones ejecutables.
Aquí es donde el software de slicing (o un slicer de impresión 3D) se vuelve fundamental. Convierte el modelo en un plan de construcción paso a paso generando G-code, que es el único lenguaje que entiende la mayoría de las impresoras FDM. El slicer esencialmente cierra la brecha entre "cómo se ve el objeto" y "cómo debe construirlo la impresora". Transforma una malla estática en un mapa de ruta dinámico capa por capa que controla cada movimiento del cabezal de impresión.
Sin slicing, una impresora 3D no sabría cómo empezar, adónde moverse ni cuánto material extruir, lo que haría imposible la impresión. Por eso el slicing no es opcional, sino un paso obligatorio en cualquier flujo de trabajo.
Cómo funciona el slicing (de STL a G-code)
El slicing es el paso central del flujo de trabajo que convierte un modelo 3D digital en algo que una impresora 3D puede construir realmente. Aunque los diseñadores trabajan con archivos STL / OBJ / 3MF, estos archivos solo describen superficies y geometría. Una impresora no puede usarlos directamente. En su lugar, un slicer de impresión 3D los convierte en G-code, un conjunto de instrucciones de máquina precisas que controlan el movimiento, la velocidad, la temperatura y la extrusión.
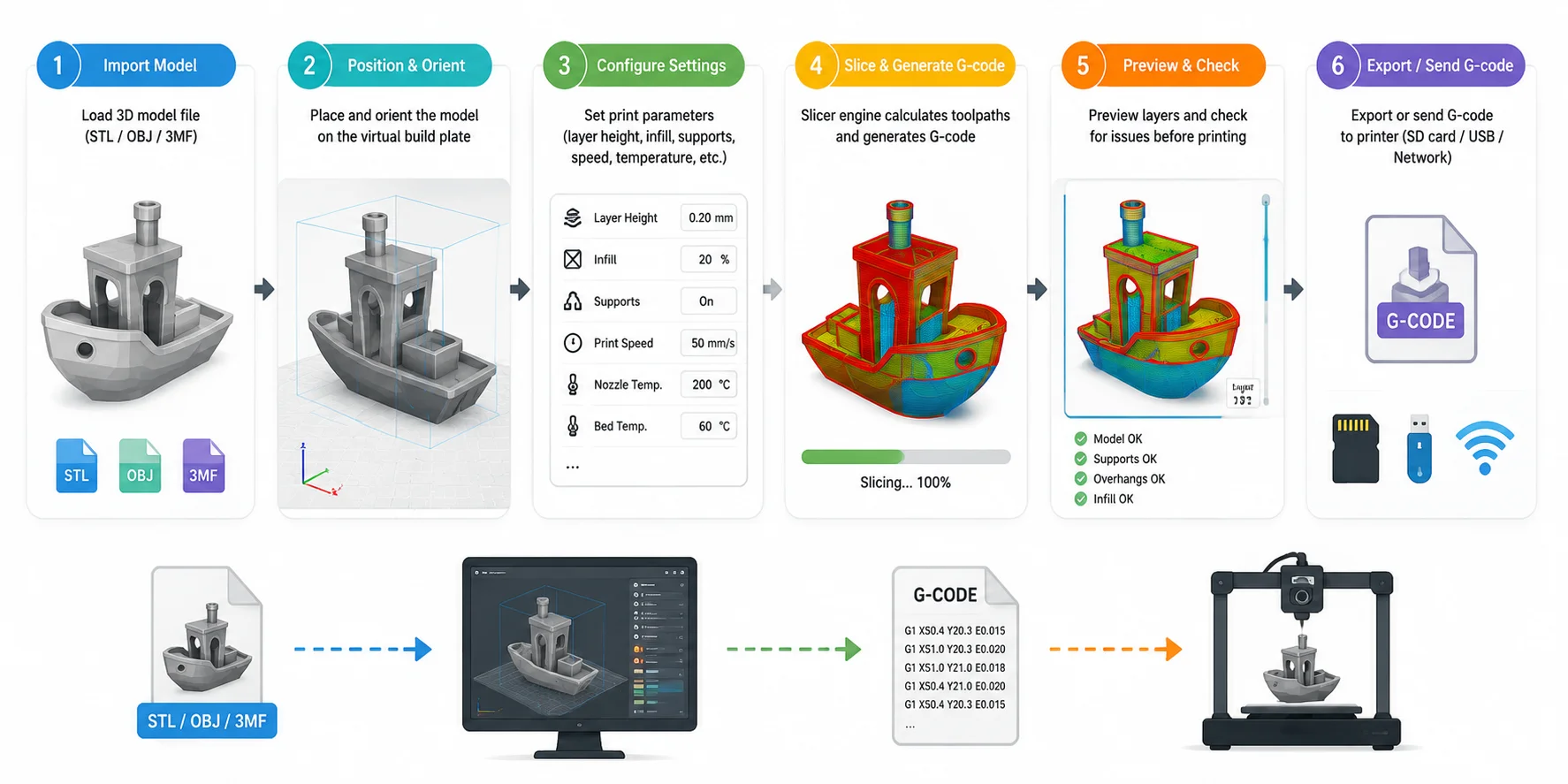
A continuación se muestra el típico flujo de trabajo de slicing en 6 pasos utilizado en la mayoría del software de slicing:
1. Importar el modelo 3D (STL / OBJ / 3MF)
Empiezas cargando tu modelo en el slicer. Estos formatos almacenan la forma del objeto, pero no cómo imprimirlo.
2. Posicionar y orientar en la plataforma de construcción virtual
El modelo se coloca en una cama de impresora simulada. La orientación importa mucho: ángulos incorrectos pueden aumentar los soportes, reducir la resistencia o aumentar el tiempo de impresión.
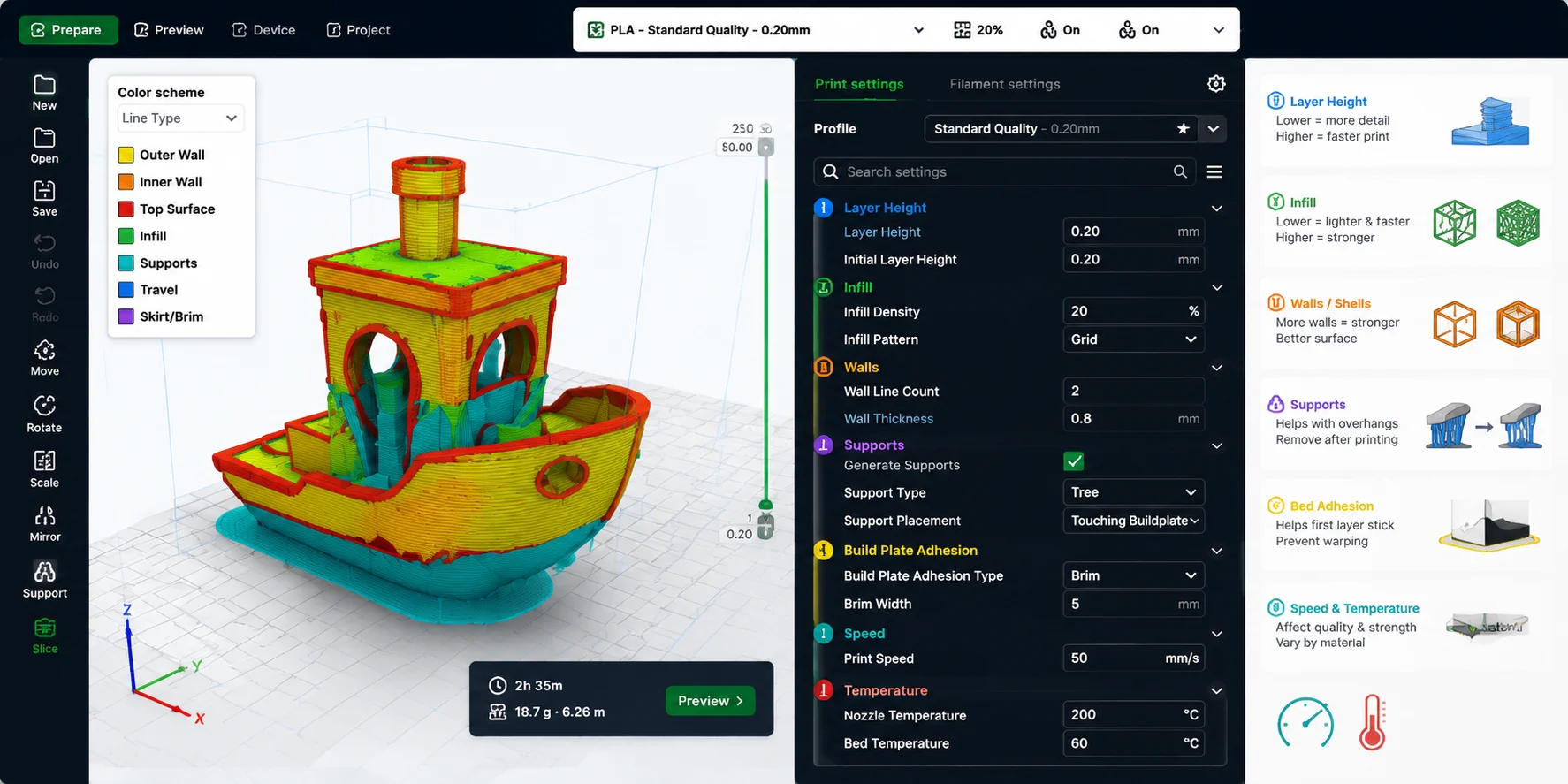
3. Configurar los ajustes de impresión
Aquí es donde se definen los parámetros clave:
- Altura de capa (detalle vs velocidad)
- Relleno (resistencia de la estructura interna)
- Soportes (para voladizos)
- Velocidad de impresión y temperatura
Estos ajustes influyen enormemente en la calidad, la resistencia y el coste.
4. El motor de slicing genera G-code
El slicer calcula ahora cada trayectoria de herramienta y convierte el modelo en G-code, un conjunto de instrucciones línea por línea que indica a la impresora exactamente adónde moverse.
5. Vista previa y comprobación de calidad (paso crítico)
La mayoría de los slicers generan una vista previa de capas antes de imprimir. Este paso suele subestimarse, pero es efectivamente una inspección de calidad previa a la impresión:
- Detectar soportes faltantes
- Identificar voladizos débiles
- Comprobar la consistencia del relleno
- Evitar fallos de impresión antes de que ocurran
Saltarse este paso es uno de los errores más comunes de los principiantes.
6. Exportar o enviar el G-code a la impresora
Por último, el G-code se transfiere a la impresora mediante tarjeta SD, USB o Wi-Fi, listo para su ejecución.
¿Qué es el G-code?
El G-code es el lenguaje fundamental de las impresoras 3D. Es un conjunto de comandos de máquina línea por línea que indica a la impresora:
- adónde moverse (coordenadas X, Y, Z)
- a qué velocidad moverse
- cuándo extruir filamento
- cuándo calentar la boquilla o la cama
Cada línea es una instrucción directa, como mover el cabezal de impresión o extruir una cantidad específica de material. Sin G-code, una impresora no sabe cómo construir físicamente el objeto, aunque tenga el modelo 3D completo.
En términos sencillos:
STL/3MF = forma Slicer = traductor G-code = lenguaje de ejecución
Dónde encaja el slicing en el flujo de trabajo de la impresión 3D
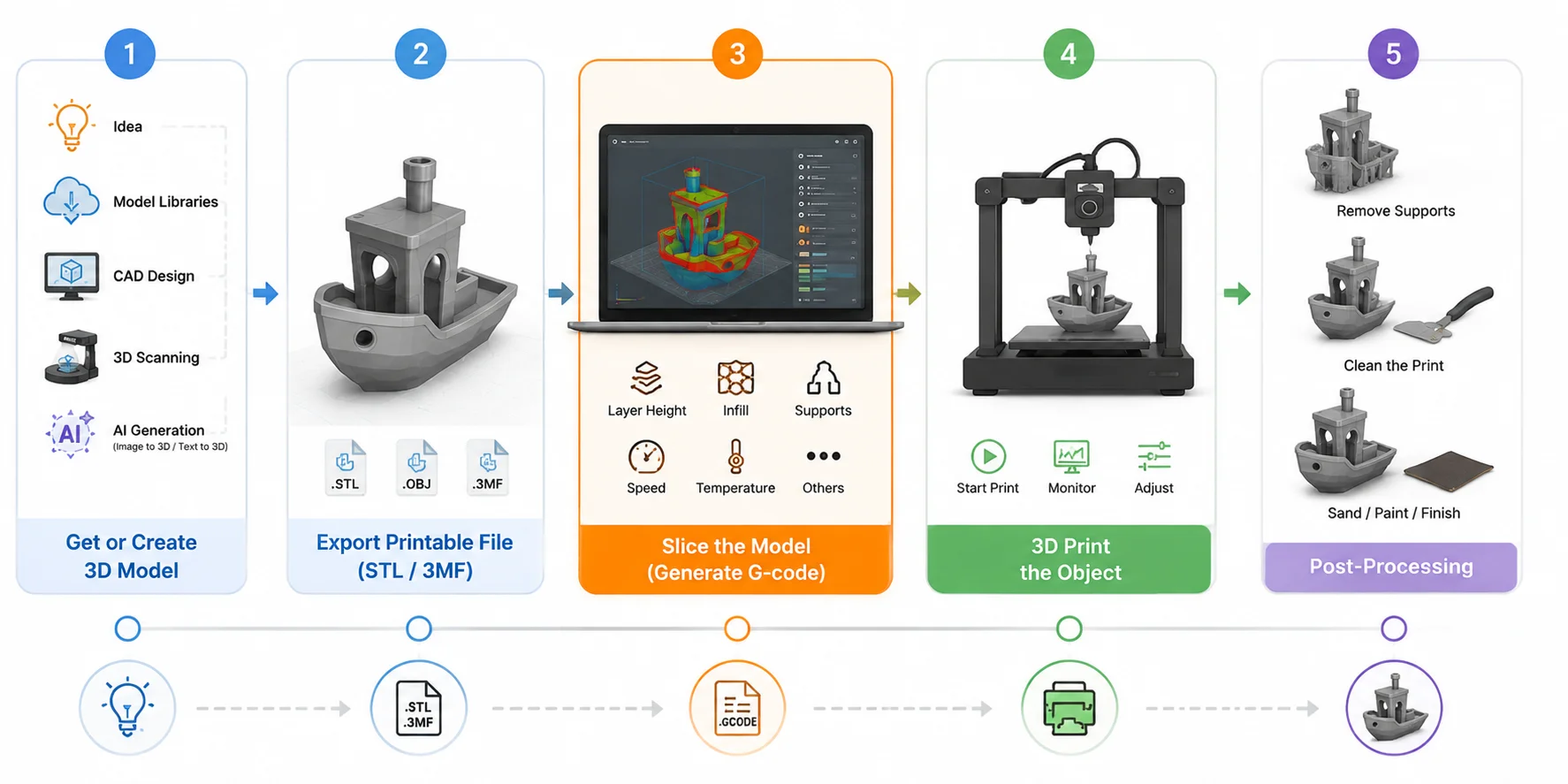
El slicing se encuentra en el centro de todo el proceso de impresión 3D, actuando como el puente crítico entre el diseño y la producción física. Un flujo de trabajo completo suele seguir cinco etapas:
- Crear u obtener un modelo 3D
- Exportarlo como archivo imprimible (STL / 3MF)
- Realizar el slicing del modelo a G-code ← este es el paso clave
- Imprimir el objeto en 3D
- Postprocesado (retirar soportes, lijar, acabar)
Entonces, ¿dónde encaja exactamente el slicing? Ocurre en el Paso 3, después de que ya tienes un archivo de modelo 3D válido, pero antes de que la impresora comience cualquier movimiento físico. En otras palabras, el slicing es el punto donde un objeto digital se convierte en un plan de fabricación real.
Sin un modelo, el slicing no puede comenzar. Primero necesitas un archivo 3D, que puede provenir de varias fuentes:
- Descargado de bibliotecas de modelos
- Creado en software CAD
- Capturado mediante escaneo 3D
- O generado con herramientas de IA
Por ejemplo, plataformas de IA modernas como Tripo AI Image to 3D y Tripo AI Text to 3D pueden generar modelos imprimibles a partir de una sola imagen o un texto. Estos modelos pueden exportarse como archivos STL o 3MF, listos para el slicing y la impresión. En algunos ecosistemas, el software de slicing está incluso profundamente integrado: los modelos pueden enviarse directamente a herramientas como Bambu Studio para su preparación e impresión con un solo clic.
Por qué importa esta posición
Este "paso intermedio" es lo que hace posible todo el flujo de trabajo. Antes del slicing, solo tienes un archivo de malla estático. Después del slicing, obtienes un plan de fabricación completamente definido (G-code) que indica a la impresora exactamente cómo construir el objeto capa por capa.
Por eso el slicing se describe a menudo como la capa de traducción entre el diseño y la fabricación.
Idea → Modelo 3D → STL/3MF → Slicer → G-code → Objeto físico
El slicer es la única etapa que:
- convierte la geometría en trayectorias de movimiento
- define la construcción capa por capa
- transforma un modelo digital en instrucciones de máquina
Ajustes clave de slicing que controlan tu impresión
Una vez que se realiza el slicing de un modelo, el control real sobre la calidad, la resistencia y la velocidad de impresión proviene de un conjunto de parámetros centrales dentro del slicer de impresión 3D. Estos ajustes determinan cómo la impresora interpreta el mismo modelo de maneras muy diferentes, desde una impresión rápida en borrador hasta una pieza de ingeniería muy detallada.
Altura de capa
La altura de capa es el grosor de cada capa impresa. Controla directamente la resolución y el tiempo de impresión.
- Qué es: La altura vertical de cada capa en el modelo sliceado
- Cómo afecta a la impresión:
- Altura de capa menor → superficie más suave, mayor detalle, impresión más lenta
- Altura de capa mayor → impresión más rápida, líneas de capa más visibles
- Compromiso: Detalle vs velocidad
- Recomendación para principiantes: 0,2 mm
Piénsalo como rebanar pan: las rebanadas más finas tienen mejor aspecto, pero tardan más en prepararse.
Relleno
El relleno define qué cantidad de material llena el interior del objeto.
- Qué es: Densidad de la estructura interna dentro de la carcasa
- Rango: 0% (hueco) al 100% (sólido)
- Cómo afecta a la impresión:
- Relleno bajo → más ligero, más rápido, menos resistente
- Relleno alto → más resistente, más pesado, más lento, mayor consumo de material
- Recomendación para principiantes: 15–20 %
La mayoría de las impresiones funcionales no necesitan ser sólidas; el slicer crea patrones internos (rejilla, giroide, etc.) para equilibrar la resistencia y la eficiencia.
Paredes / Carcasas
Las paredes (también llamadas carcasas) son el perímetro exterior de una impresión.
- Qué es: Número de capas exteriores que forman la superficie
- Cómo afecta a la impresión:
- Más paredes → pieza más resistente, mejor durabilidad
- Menos paredes → impresión más rápida, estructura más débil
- Recomendación para principiantes: 2–3 paredes
Las paredes generalmente importan más para la resistencia que el relleno porque soportan la carga externa primero.
Soportes
Los soportes son estructuras temporales generadas por el slicer para los voladizos.
- Qué es: Andamiaje extraíble para geometría sin soporte
- Cómo afecta a la impresión:
- Previene el hundimiento o colapso en voladizos
- Aumenta el tiempo de impresión y el trabajo de postprocesado
- Recomendación para principiantes: Activar solo cuando sea necesario
Problema común para principiantes:
- Pocos soportes → impresión con hundimiento o fallo
- Demasiados soportes → limpieza difícil, daños en la superficie tras la retirada
Adhesión a la cama (Skirts, Brims y Rafts)
Los ajustes de adhesión a la cama ayudan a que la primera capa se adhiera correctamente a la cama de impresión.
- Skirt: Una línea alrededor del modelo (sin contacto) para cebar la extrusión
- Brim: Líneas adicionales unidas a la base para evitar la deformación
- Raft: Una capa base completa bajo el modelo para impresiones difíciles
- Cómo afecta a la impresión:
- Mejor adhesión → menos impresiones fallidas
- Peor adhesión → deformación, desprendimiento a mitad de la impresión
- Recomendación para principiantes:
- Skirt: por defecto
- Brim: usar para piezas propensas a deformarse
- Raft: solo para geometrías/materiales difíciles
Velocidad de impresión y temperatura
Estos dos ajustes controlan cómo se deposita y une físicamente el material.
- Velocidad de impresión: Qué tan rápido se mueve la boquilla
- Temperatura: Qué tan caliente está la boquilla/cama
- Cómo afecta a la impresión:
- Mayor velocidad → impresión más rápida, menor precisión
- Menor velocidad → mejor detalle, adhesión más fiable
- Mayor temperatura → mejor flujo, riesgo de hilos
- Menor temperatura → bordes más limpios, riesgo de subextrusión
- Recomendación para principiantes: Usar los valores predeterminados del slicer para tu material (el PLA generalmente funciona bien a velocidad moderada y ~200 °C de temperatura de boquilla)
Software de slicing para impresión 3D más popular
En cuanto a los slicers de impresión 3D, el software diferente está optimizado para distintas tecnologías y ecosistemas de impresión. La mayoría del software de slicing es gratuito, pero algunas herramientas están estrechamente integradas con marcas de impresoras específicas para un mejor rendimiento y fiabilidad.
En términos generales, los slicers se dividen en dos categorías: slicing FDM (basado en filamento) y slicing de resina (SLA/DLP).
Slicing FDM vs resina (SLA)
La impresión FDM y de resina no solo usa máquinas diferentes, sino que también emplea una lógica de slicing fundamentalmente distinta.
- El slicing FDM se centra en las trayectorias de herramienta (movimiento de la boquilla, extrusión, estructuras de relleno)
- El slicing de resina se centra en la exposición de capas (patrones de luz, tiempo de curado, máscaras de capa)
En otras palabras:
FDM = trazar trayectorias con plástico fundido Resina = proyectar luz para solidificar capas
Software de slicing FDM más popular
Estos son los slicers más utilizados para la impresión 3D con filamento:
- Ultimaker Cura – apto para principiantes, ampliamente compatible
- PrusaSlicer – funciones avanzadas, excelente control de calidad
- Bambu Studio – optimizado para impresoras Bambu, flujo de trabajo ágil
- Creality Print – diseñado para el ecosistema Creality
- OrcaSlicer – bifurcación impulsada por la comunidad con ajuste avanzado
Software de slicing de resina (SLA/DLP) más popular
Los slicers de resina están diseñados para la impresión con fotopolímero:
- Lychee Slicer – muy fácil de usar, excelentes herramientas de soporte
- ChiTuBox – estándar de la industria para muchas impresoras de resina
- Formlabs PreForm – optimizado para el ecosistema Formlabs
Tabla de comparación rápida

Errores comunes de slicing (y cómo corregirlos)
Incluso con buenos modelos y un potente slicer de impresión 3D, muchos fallos de impresión provienen en realidad de ajustes de slicing incorrectos y no de la propia impresora. Comprender estos errores comunes puede ahorrar mucho tiempo, material y frustración.
Soportes configurados incorrectamente
Uno de los problemas más comunes es la configuración incorrecta de los soportes.
- Qué sale mal:
- Pocos soportes → los voladizos colapsan o se hunden
- Demasiados soportes → difíciles de retirar, daños en la superficie
- Solución en el slicer:
- Activar soportes en árbol para formas complejas
- Ajustar la densidad de los soportes y el ángulo de voladizo
- Usar el modo "soporte solo donde sea necesario" si está disponible
Los soportes actúan como andamiaje temporal: los justos, sin excesos.
Altura de capa demasiado alta o demasiado baja
La altura de capa afecta directamente tanto a la calidad como al tiempo de impresión.
- Demasiado alta:
- Líneas de capa visibles
- Unión entre capas más débil
- Demasiado baja:
- Tiempo de impresión extremadamente largo
- Mayor probabilidad de problemas de subextrusión
- Solución en el slicer:
- Equilibrar entre velocidad y detalle
- Usar 0,2 mm como valor predeterminado seguro
Fallo de adhesión a la cama (deformación / "impresiones de espagueti")
Si la primera capa no se adhiere correctamente, las impresiones suelen fallar pronto.
- Qué sale mal:
- El modelo se desprende a mitad de la impresión
- Las esquinas se curvan hacia arriba (deformación)
- El filamento se convierte en "espagueti"
- Solución en el slicer:
- Activar brim o raft
- Aumentar el ancho de la primera capa
- Reducir la velocidad de la primera capa
La adhesión a la cama es fundamental porque toda impresión depende de una base estable.
Subextrusión (huecos entre capas)
Esto ocurre cuando no se deposita suficiente material.
- Qué sale mal:
- Estructura débil
- Huecos visibles entre capas
- Piezas frágiles
- Solución en el slicer:
- Aumentar la tasa de flujo (multiplicador de extrusión)
- Elevar ligeramente la temperatura de la boquilla
- Reducir la velocidad de impresión
Omitir la vista previa del slicing
Muchos principiantes se saltan la etapa de vista previa, lo que suele provocar fallos evitables.
- Qué sale mal:
- Soportes faltantes no detectados
- Voladizos débiles sin identificar
- Estructura de relleno incorrecta
- Solución en el slicer:
- Usar siempre el modo de vista previa de capas
- Comprobar las trayectorias de herramienta antes de imprimir
Esta es una de las "mejoras gratuitas" más efectivas en la impresión 3D.
Tabla de soluciones rápidas
| Error | Causa | Solución en el slicer |
|---|---|---|
| Fallo de soportes | Densidad/ubicación de soportes incorrecta | Ajustar soportes, usar soportes en árbol |
| Problemas de capas | Altura de capa incorrecta | Establecer ~0,2 mm por defecto |
| Fallo de adhesión a la cama | Configuración deficiente de la primera capa | Brim / raft / primera capa más lenta |
| Subextrusión | Flujo o temperatura bajos | Aumentar flujo/temperatura |
| Fallo de impresión ignorado | Sin comprobación de vista previa | Usar siempre la vista previa del slicer |
Preguntas frecuentes
¿Es necesario realizar el slicing de una impresión 3D?
Sí. Las impresoras no pueden leer directamente los archivos STL/3MF, por lo que el slicing es necesario para generar el G-code.
¿Qué significa slicing en la impresión 3D?
Significa convertir un modelo 3D en capas y transformarlas en instrucciones G-code.
¿Cuánto tiempo tarda el slicing?
Normalmente entre segundos y minutos, según el tamaño y la complejidad del modelo.
¿Qué es el G-code en la impresión 3D?
El G-code es un conjunto de instrucciones de máquina línea por línea que controla cómo se mueve e imprime la impresora.
¿Cuál es el mejor software de slicing para principiantes?
Ultimaker Cura, PrusaSlicer y Bambu Studio son los más sencillos para principiantes en FDM.
¿Es mejor SLA o FDM?
FDM es mejor para resistencia y coste, mientras que SLA es mejor para detalle y calidad de superficie.
Conclusión
El slicing viene después de tener un modelo 3D. ¿Todavía no tienes uno? Con Tripo AI puedes convertir una sola imagen o un texto en un modelo 3D en segundos y exportarlo como archivo STL o 3MF, listo para introducirlo directamente en tu slicer.