3D打印耗材类型详解:PLA、ABS、PETG及更多(2026)

TL;DR 没有所谓"最好"的3D打印耗材,只有最适合你当前项目的那一种。PLA 适合新手入门,PETG 在强度与易打性之间取得了极佳平衡,而 ABS、ASA、TPU、尼龙等工程材料则在各自的专项应用中表现出色。
成功打印的关键在于让材料与需求相匹配。综合考虑强度、柔性、耐热性、户外暴露程度和可打印性,再参照温度与存储建议,即可获得最佳打印效果。对于易吸潮的耗材,保持干燥与选对打印参数同样重要。
已有模型要打印?可以用 Tripo AI 从文字或图片生成模型,导出为 STL 或 3MF 格式,甚至一键发送到 Bambu Studio。模型就绪后,参照本指南选出最适合应用场景的耗材,自信开始打印。
3D打印机常用耗材主要包括:PLA(易打、硬质、适合新手)、PETG(坚韧且防水)、ABS(耐热且强度高)、TPU(类橡胶柔性材料)以及尼龙(适用于机械零件的耐用材料)。木材填充、碳纤维复合和丝绸光泽等特种材料可满足其余各类需求。本指南涵盖每种材料的优缺点、推荐打印温度和最佳使用场景,另附对比图表和存储建议,帮助你做出有把握的选择。
什么是3D打印耗材?(及其材质组成)
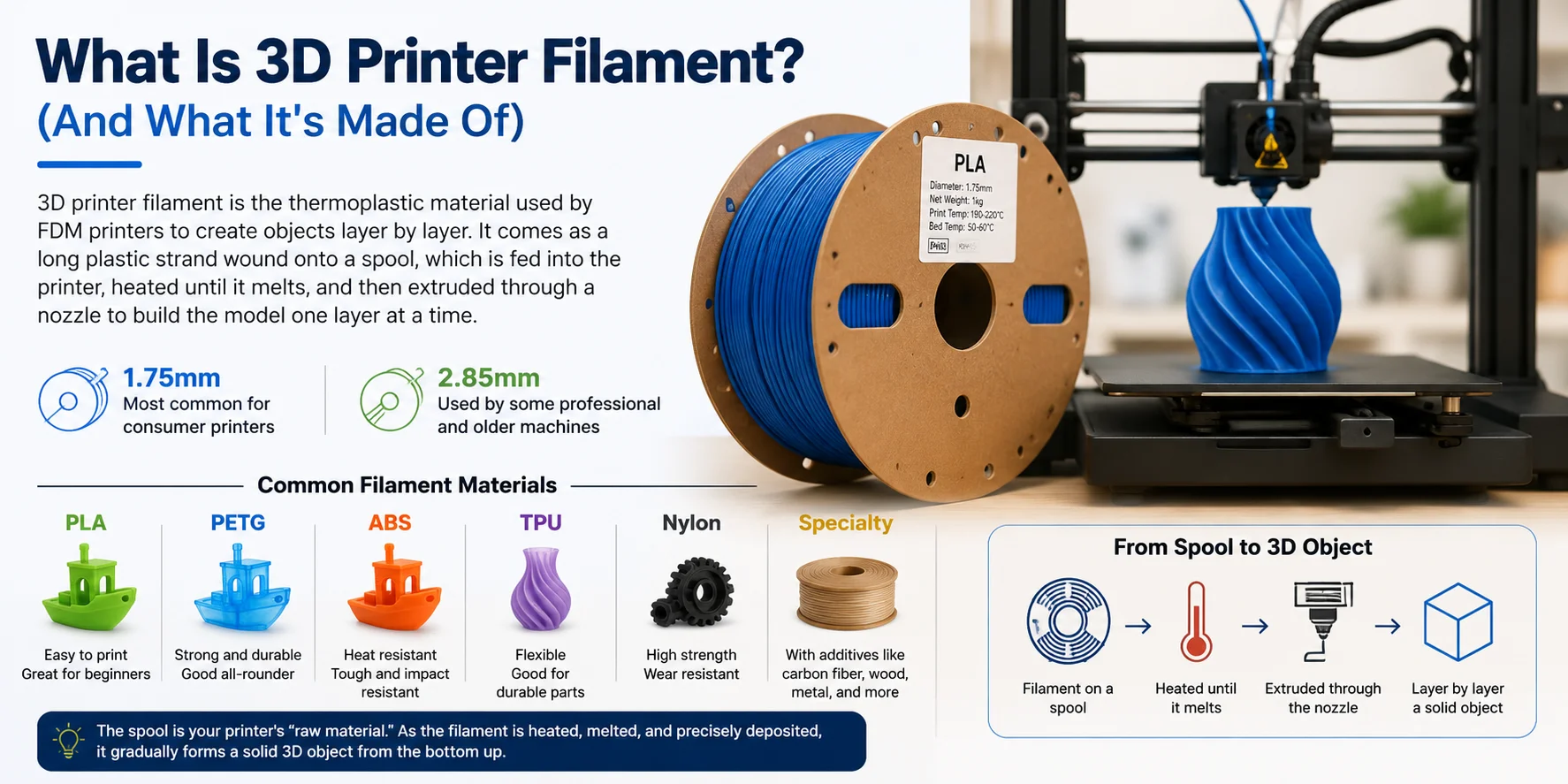
3D打印耗材是 FDM(熔融沉积成型)3D打印机用于逐层创建物体的热塑性材料。它以细长线条的形式绕在线盘上,进入打印机后被加热融化,再通过喷嘴挤出,逐层堆积成型。
大多数消费级3D打印机使用 1.75 mm 耗材,部分专业机型或较旧设备使用 2.85 mm 耗材(通常称为 3 mm)。耗材直径必须与打印机的挤出机相匹配,因此在购买前务必确认正确的规格。
耗材由多种热塑性材料制成,各自针对特定应用场景进行设计。常见材料包括:适合日常轻松打印的 PLA、增强强度与耐久性的 PETG、耐热的 ABS、柔性零件专用的 TPU,以及适用于高要求机械部件的尼龙。许多特种耗材还添加了碳纤维、木粉或金属颗粒等填充物,以获得独特的机械性能或视觉效果。
简而言之,线盘就是打印机的"原材料"。耗材被加热熔化并精确沉积,逐渐从底部向上构建出完整的立体物件。
3D打印耗材类型一览(对比图表)
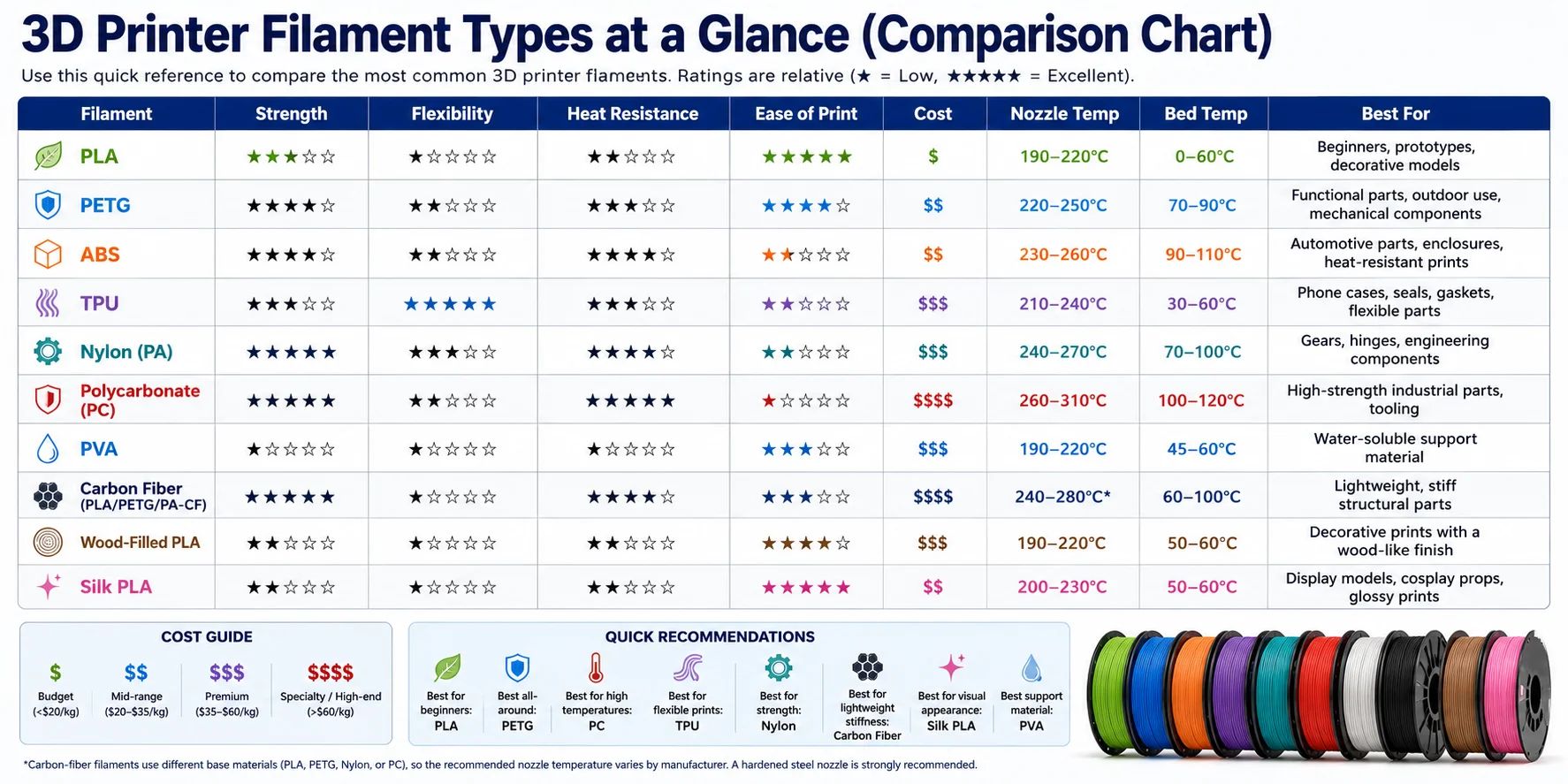
选对耗材与选对打印机同等重要。不同材料在强度、柔性、耐热性和可打印性方面各有差异,使其更适合特定项目。使用以下对比表作为快速参考,然后阅读各材料的详细介绍以获取更具体的建议。
| 耗材 | 喷嘴温度 | 热床温度 | 难度 | 最佳用途 | 吸潮敏感度 |
|---|---|---|---|---|---|
| PLA | 190–220°C | 50–60°C | 简单 | 新手、装饰品、原型 | 低 |
| PETG | 230–250°C | 70–80°C | 中等 | 功能件、户外使用 | 中高 |
| ABS | 230–250°C | 90–110°C | 困难 | 机械件、汽车配件、外壳 | 低 |
| ASA | 235–255°C | 90–110°C | 困难 | 户外、抗紫外线零件 | 低 |
| TPU | 220–250°C | 45–60°C | 中等 | 柔性件、保护壳、密封圈 | 中 |
| 尼龙 | 240–270°C | 70–90°C | 困难 | 齿轮、机械件、工程用途 | 极高 |
| PC | 260–310°C | 90–120°C | 非常困难 | 高温结构工程件 | 中 |
| PVA | 190–220°C | 45–60°C | 中等 | 水溶性支撑 | 极高 |
| 碳纤维复合 | 因材而异* | 因材而异* | 困难 | 高刚性工程件 | 低中 |
| 木材填充 | 190–220°C | 50–60°C | 简单~中等 | 装饰、艺术品 | 低 |
| 丝绸 PLA | 190–220°C | 50–60°C | 简单 | 展示品、装饰、礼品 | 低 |
*碳纤维耗材的基础材料不同(PLA、PETG、尼龙或 PC),因此推荐喷嘴温度因品牌而异。强烈建议使用硬化钢喷嘴,因为碳纤维具有磨蚀性。
快速推荐
- 最适合新手: PLA
- 最佳综合性能: PETG
- 最耐高温: 聚碳酸酯(PC)
- 最佳柔性打印: TPU
- 最佳机械强度: 尼龙
- 最佳轻量刚性: 碳纤维复合材料
- 最佳视觉效果: 丝绸 PLA 或木材填充 PLA
- 最佳支撑材料: PVA(适用于双喷头打印机)
PLA(聚乳酸)
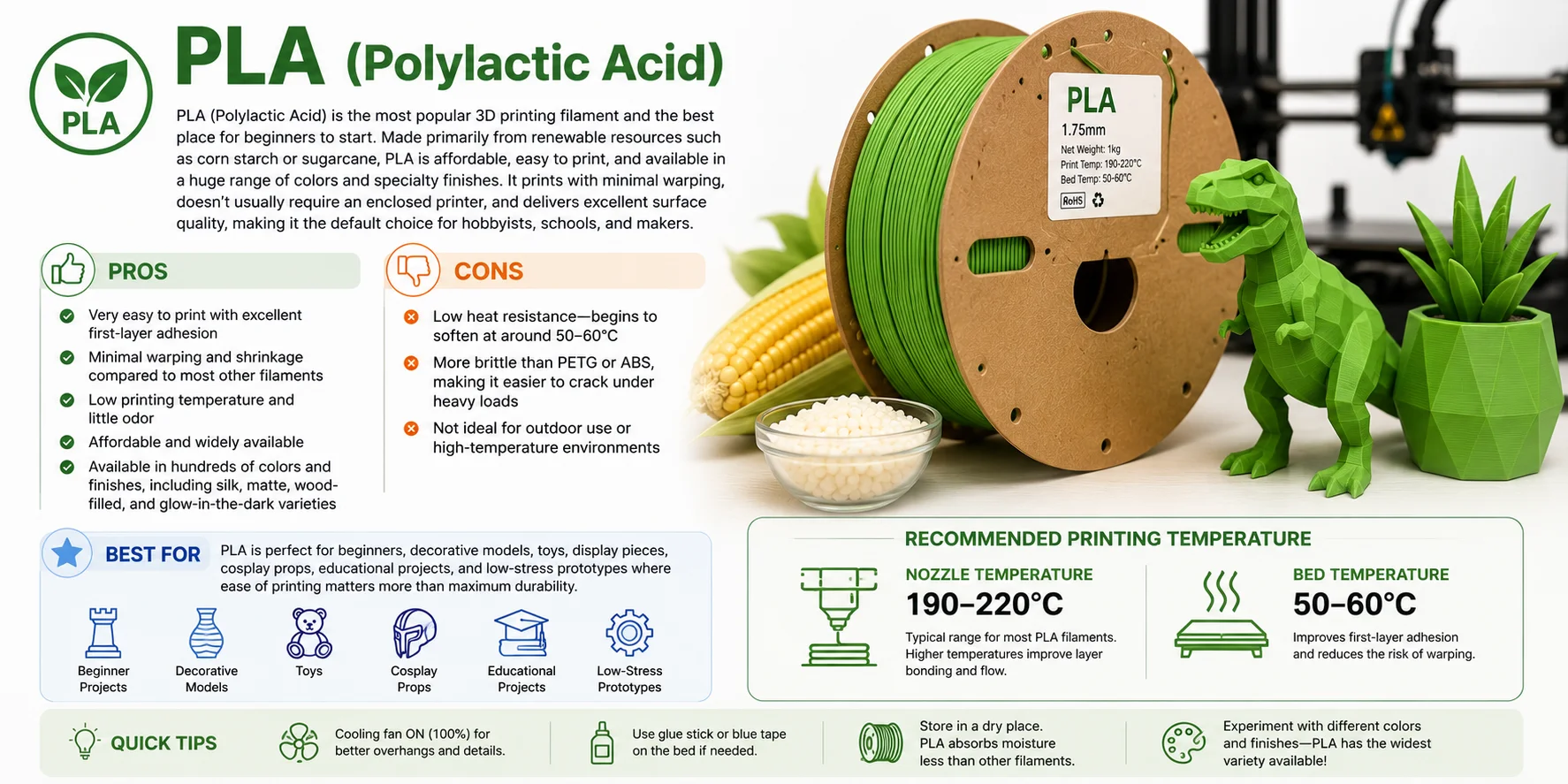
PLA(聚乳酸)是最受欢迎的3D打印耗材,也是新手的最佳入门选择。PLA 主要由玉米淀粉或甘蔗等可再生资源制成,价格实惠、打印简便,颜色和特种效果选择极为丰富。打印时几乎不翘边,通常无需密封腔体打印机,表面质量出色,是爱好者、学校和创客的默认首选。
优点
- 打印非常简单,首层附着力出色
- 与大多数耗材相比,翘边和收缩极少
- 打印温度低,气味小
- 价格实惠,货源充足
- 颜色和效果选择丰富,包括丝绸、哑光、木材填充和夜光等款式
缺点
- 耐热性低,约 50–60°C 时开始软化
- 比 PETG 或 ABS 更脆,重载下容易开裂
- 不适合户外使用或高温环境
最佳用途
PLA 非常适合新手、装饰模型、玩具、展示件、Cosplay 道具、教育项目,以及对易用性要求高于极致耐久性的低压力原型。
推荐打印温度
- 喷嘴: 190–220°C
- 热床: 50–60°C
PETG(聚对苯二甲酸乙二醇酯-乙二醇共聚物)
PETG 通常被视为 PLA 与 ABS 之间的甜蜜区。它将 PLA 的易打特性与 ABS 的强度和耐久性相结合,是功能性3D打印中最受欢迎的耗材之一。PETG 具有出色的层间附着力、高抗冲击性,以及对水、湿气和多种常见化学品的良好抵抗性。此外,凭借其更好的耐热性和抗紫外线性能,PETG 在适度户外使用场景中的表现也优于 PLA。
不过,PETG 需要多一些调试。它容易在打印特征之间产生细拉丝,且会随时间吸收空气中的水分,导致打印质量下降。保持耗材干燥并调整回抽参数通常可以有效解决这些问题。
优点
- 强度高、韧性好、抗冲击
- 层间附着力出色
- 防水且耐化学品腐蚀
- 耐热性优于 PLA
- 适合轻度户外使用
缺点
- 比 PLA 更容易拉丝
- 会吸潮,应干燥存储
- 参数调试难度稍高
最佳用途
功能件、手机壳、支架、工具架、容器及轻度户外配件。
推荐打印温度
- 喷嘴: 230–250°C
- 热床: 70–80°C

ABS(丙烯腈-丁二烯-苯乙烯共聚物)
ABS 是消费级3D打印机中最耐用、耐热性最强的耗材之一。它与制作乐高®积木、汽车零部件和众多家用电子产品外壳所用的塑料同属一类,是需要承受机械应力和高温环境的功能件的可靠选择。ABS 也是少数几种可通过丙酮蒸汽熨光的常见耗材,处理后可呈现光泽的注塑件外观。
不过,ABS 的打印难度明显高于 PLA 或 PETG。冷却收缩会导致翘边和层间开裂,在较大模型上尤为明显。强烈建议使用密封腔体打印机以维持稳定的打印温度。ABS 打印时还会散发明显气味,良好的通风或空气过滤系统不可或缺。
优点
- 强度高、刚性好
- 抗冲击性和耐热性出色
- 可通过丙酮蒸汽熨光,获得精抛光效果
- 机械件和工程零件首选材料
缺点
- 打印时气味浓,有挥发性气体
- 需要良好通风
- 无密封腔体时容易翘边开裂
- 打印难度高于 PLA 或 PETG
最佳用途
机械零件、汽车配件、电子设备外壳、工具及功能原型。
推荐打印温度
- 喷嘴: 230–250°C
- 热床: 90–110°C

TPU(热塑性聚氨酯)——柔性耗材
TPU 是一种类橡胶柔性耗材,专为需要弯折、压缩或吸收冲击的零件设计。与 PLA 或 ABS 等硬质材料不同,TPU 将出色的弹性与高耐磨性相结合,非常适合需要反复弯折的耐用零件。它还对油脂和多种化学品具有良好的抵抗性。
TPU 最大的挑战在于打印性。由于耗材质地柔软,打印速度过快时容易在挤出机内屈曲变形。较慢的打印速度通常能显著改善效果,强烈建议使用直驱挤出机,因为其更短的耗材路径可提供更精准的控制。
优点
- 柔性好,类似橡胶手感
- 抗冲击性出色
- 耐磨损性极强
- 对油脂和多种化学品的耐受性好
- 在反复弯折下仍保持耐用
缺点
- 必须慢速打印
- 回抽参数需要仔细调试
- 波登管挤出机打印难度更大
- 对湿度敏感,应干燥存储
最佳用途
手机壳、可穿戴设备、密封圈、减振垫、保护套、轮子及柔性铰链。
推荐打印温度
- 喷嘴: 220–250°C
- 热床: 45–60°C

尼龙(聚酰胺)
尼龙(聚酰胺)是目前可用的最坚韧、最耐用的3D打印耗材之一。它具有出色的强度、优异的耐磨性以及天然的自润滑特性,非常适合需要承受反复应力、摩擦或重载机械负荷的功能零件。
尼龙最大的挑战在于极强的吸湿性,即会非常迅速地吸收空气中的水分。即使只是暴露在空气中几个小时,也会导致层间附着力下降、拉丝、气泡、表面粗糙和强度降低。打印前务必干燥耗材,长时间打印时将其放在干燥盒或耗材烘干机中保持干燥。
优点
- 极其坚韧耐用
- 耐磨性和耐磨损性出色
- 天然自润滑表面
- 抗冲击性和抗疲劳性强
- 适合重载机械应用
缺点
- 极强吸湿性——打印前必须干燥
- 应存储在带干燥剂的干燥盒或密封容器中
- 需要更高的打印温度
- 无良好附着或密封腔体时可能翘边
最佳用途: 齿轮、轴承、铰链、轴套、结构支架、重载机械零件及功能工程原型。
推荐打印设置: 喷嘴 240–270°C · 热床 70–90°C

聚碳酸酯(PC)及其他工程耗材
聚碳酸酯(PC)是桌面3D打印机可用的强度最高、耐热性最强的耗材之一。它结合了卓越的机械强度、高抗冲击性和出色的尺寸稳定性,耐热温度通常超过 110°C。这些特性使 PC 成为标准耗材(如 PLA 或 PETG)无法满足要求的高要求工程应用的首选材料。
代价是 PC 是最难打印的材料之一。它需要高温热端和热床,最好配合密封腔体打印机以减少翘边和层间开裂。
如果你的目标是户外耐久性,可以考虑 ASA(丙烯腈-苯乙烯-丙烯酸酯共聚物)。ASA 的机械性能与 ABS 相近,但具有明显更好的抗紫外线和耐候性,是户外应用中最佳耗材类型之一。
聚碳酸酯(PC)
优点
- 强度和抗冲击性极高
- 耐热性出色(通常超过 110°C)
- 尺寸稳定性好
- 适合高要求工程应用
缺点
- 需要高温喷嘴
- 无密封腔体时容易翘边
- 打印难度高于标准耗材
- 打印前通常需要干燥处理
最佳用途: 机械零件、结构支架、机器部件、高温夹具及工业原型。
推荐打印设置: 喷嘴 260–310°C · 热床 90–120°C
ASA(户外替代选择)
为什么选择 ASA?
- 优异的抗紫外线和耐候性
- 户外长期耐久性优于 ABS
- 良好的耐热性和抗冲击性
- 适合持续日晒和天气变化环境下的零件
最佳用途: 户外外壳、汽车饰件、园艺设备、标识牌、无人机零件及其他耐候功能零件。

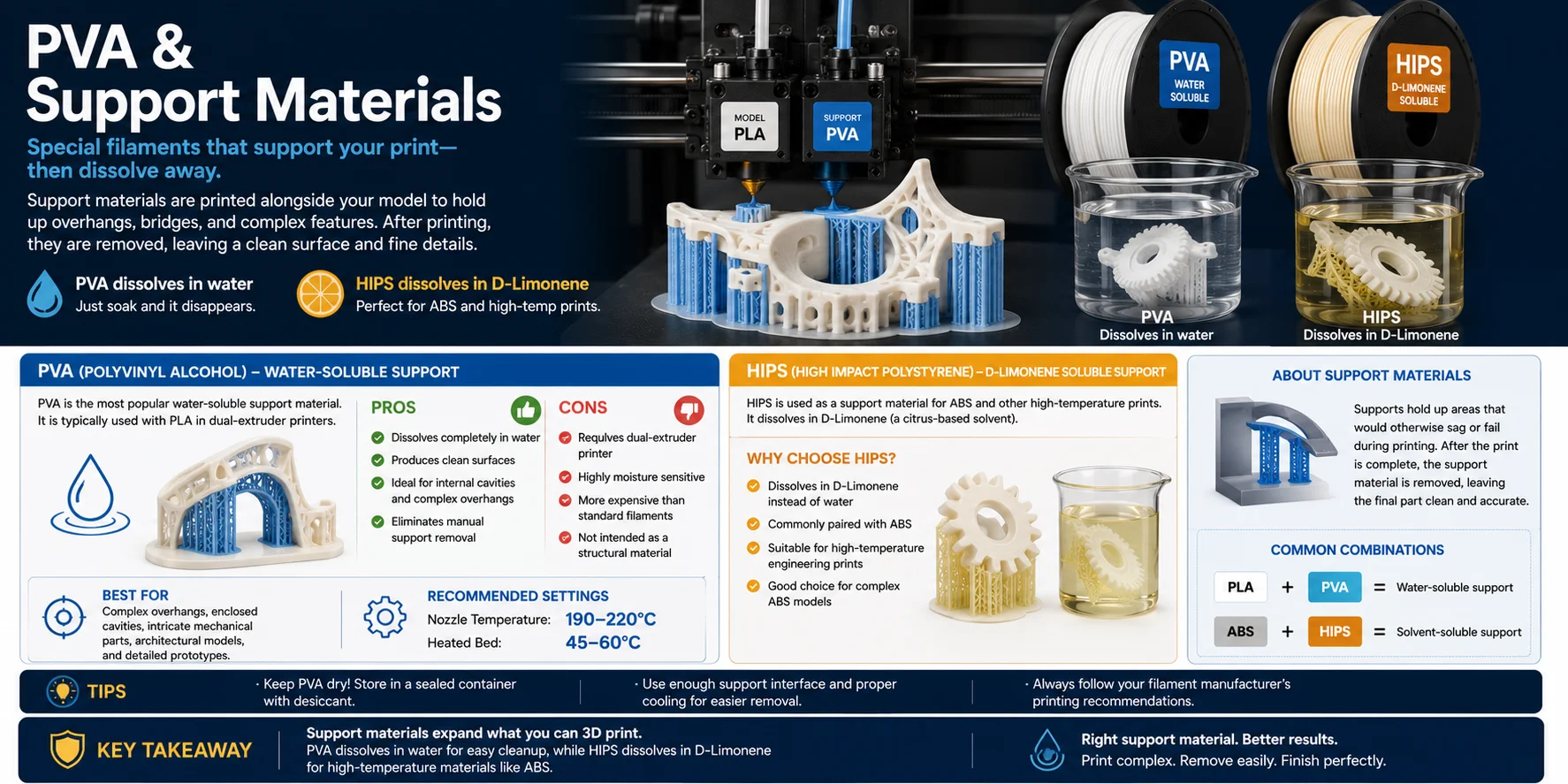
PVA 及支撑材料
并非所有耗材都用于打印最终成品的一部分。支撑材料是特种耗材,用于在打印过程中临时支撑悬空、桥接结构和复杂内部特征,之后再予以去除。
PVA(聚乙烯醇) 是最常见的水溶性支撑耗材,通常与 PLA 配合在双喷头3D打印机上使用。打印完成后,将零件浸入水中,PVA 会逐渐溶解,无需手动切除或掰断支撑,即可获得干净的表面。
与尼龙一样,PVA 对湿度高度敏感,应始终存放在带干燥剂的密封干燥盒或密闭容器中。
另一种常见支撑材料是 HIPS(高抗冲聚苯乙烯),可溶于柠檬烯,通常与 ABS 搭配使用。
PVA(水溶性支撑)
优点
- 完全溶于水
- 复杂打印件的表面干净整洁
- 适用于内腔和困难悬空结构
- 无需手动去除支撑
缺点
- 最佳效果需要双喷头打印机
- 对湿度高度敏感
- 比标准耗材价格更高
最佳用途: 复杂悬空结构、封闭内腔、精密机械件、建筑模型及精细原型。
推荐打印设置: 喷嘴 190–220°C · 热床 45–60°C
特种及复合耗材(木材、碳纤维、丝绸)
掌握了标准耗材后,特种和复合材料将为你打开全新的可能性。这些耗材通常以 PLA、PETG 或尼龙等常见材料为基础,加入碳纤维、木粉或特殊颜料等添加剂,以提升性能或产生独特的视觉效果。
碳纤维复合耗材
碳纤维耗材通常是以 PLA、PETG 或尼龙为基础的复合材料,掺入短碳纤维。添加的纤维可提高刚性、减轻重量并改善尺寸稳定性。碳纤维具有强磨蚀性,强烈建议使用硬化钢喷嘴。
最佳用途: 无人机零件、遥控车配件、机器支架、治具、夹具及轻量化工程零件。
木材填充耗材
木材填充耗材将 PLA 与细木纤维混合,打印出的成品质感接近真实木材,可打磨、染色、上漆或涂封。许多用户偏好使用 0.5 mm 或 0.6 mm 喷嘴以获得更稳定的打印效果。
最佳用途: 装饰模型、Cosplay 道具、建筑模型、标识牌、手工艺品及艺术创作项目。
丝绸 PLA
丝绸 PLA 经过专门配方,无需任何后处理即可呈现出极具光泽的金属质感效果。打印方式与标准 PLA 相近,但针对外观效果进行了优化。
最佳用途: 展示模型、手办、花瓶、礼品、Cosplay 配件及视觉效果优先于机械性能的装饰件。
其他特种耗材
- 夜光 PLA 含有磷光添加剂,适合玩具、标识牌和装饰打印。
- PLA+(增韧 PLA) 在保持易打特性的同时,提供更强的韧性和抗冲击性。
- 其他选项包括金属填充、大理石纹、变色及温感变色耗材,可实现独特的视觉效果。

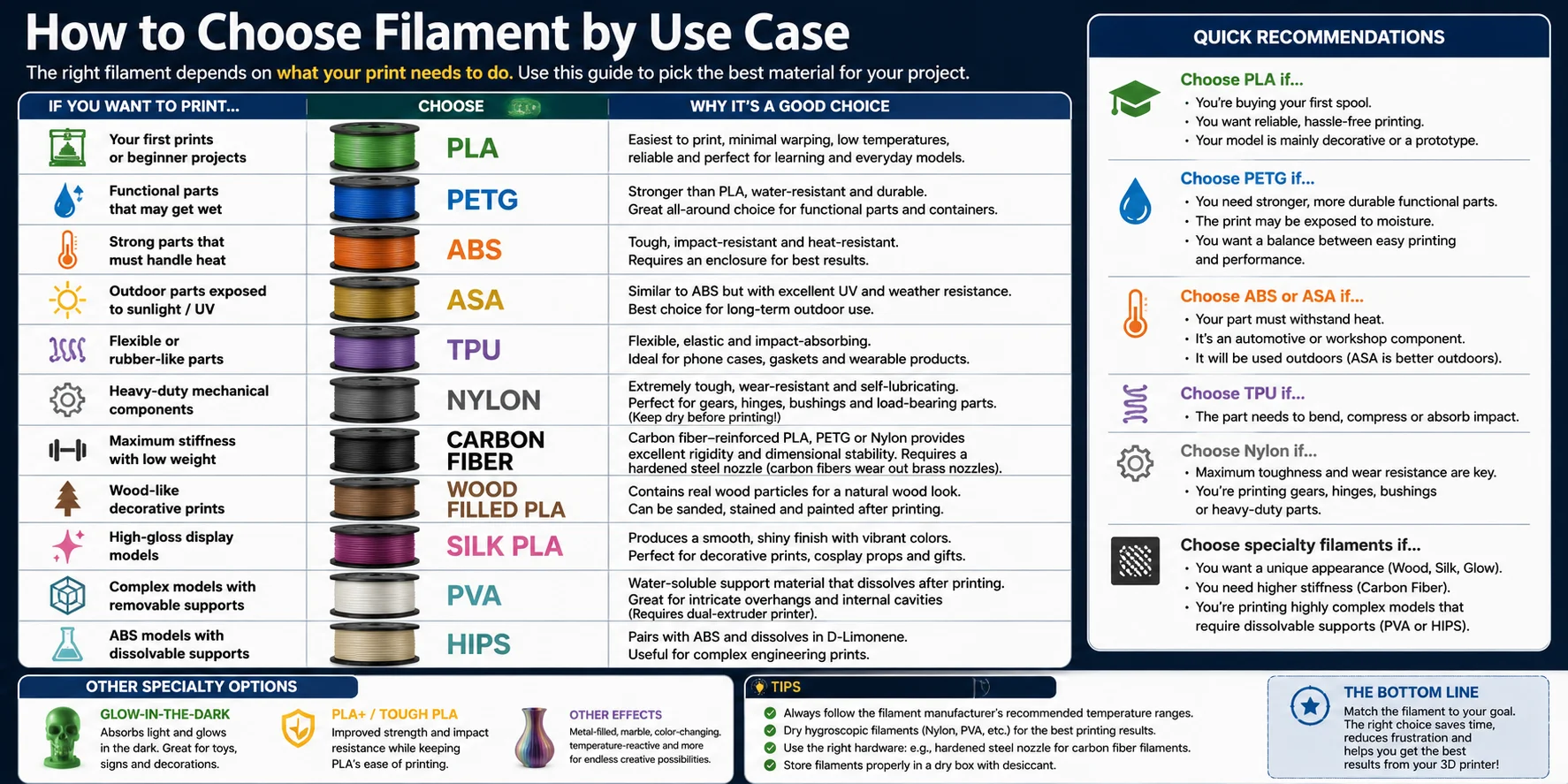
按使用场景选择耗材
面对如此多种类的耗材,最简单的选择方式不是从材料属性出发,而是从你想做什么出发。与其问"哪种耗材最好",不如问"我的打印件需要完成什么任务?"
| 使用场景 | 推荐耗材 | 原因 |
|---|---|---|
| 第一次打印 / 新手入门 | PLA | 易打印、不易翘边、价格低 |
| 坚固功能件 | PETG | 比 PLA 更韧,防水 |
| 耐热零件 | ABS 或 PC | 高耐热性 |
| 户外使用 | ASA | 抗紫外线、耐候性强 |
| 柔性零件 | TPU | 类橡胶,可弯折压缩 |
| 机械齿轮/轴承 | 尼龙 | 自润滑,极其坚韧 |
| 高刚性/轻量化 | 碳纤维复合材料 | 极优的刚重比 |
| 装饰/视觉效果 | 丝绸 PLA 或木材填充 PLA | 外观精美 |
| 复杂悬空结构 | PVA(双喷头) | 水溶性支撑,去除方便 |
快速建议
选 PLA 如果…… 你在购买第一卷耗材、想要无忧的可靠打印体验,或者你的模型主要是装饰品或原型。
选 PETG 如果…… 你需要更强韧耐用的功能件、打印件可能接触湿气,或者你想在易打性和性能之间取得平衡。
选 ABS 或 ASA 如果…… 零件必须耐高温、用于汽车或工坊部件,或将在户外使用(ASA 是更好的户外选择)。
选 TPU 如果…… 零件需要弯折、压缩或吸收冲击。
选尼龙如果…… 极限韧性和耐磨性比易打印更重要,或者你在打印齿轮、铰链、轴套或重载机械零件。
选特种耗材如果…… 你需要独特的外观效果、更高刚性,或者正在打印需要溶解性支撑的复杂模型。
结论
对大多数人来说,PLA 仍是最佳起点。随着打印需求愈发专业化,可转向 PETG 用于功能件,ABS 或 ASA 用于耐热和户外场景,TPU 用于柔性需求,尼龙 用于工程应用,以及特种耗材用于独特外观或进阶性能要求。
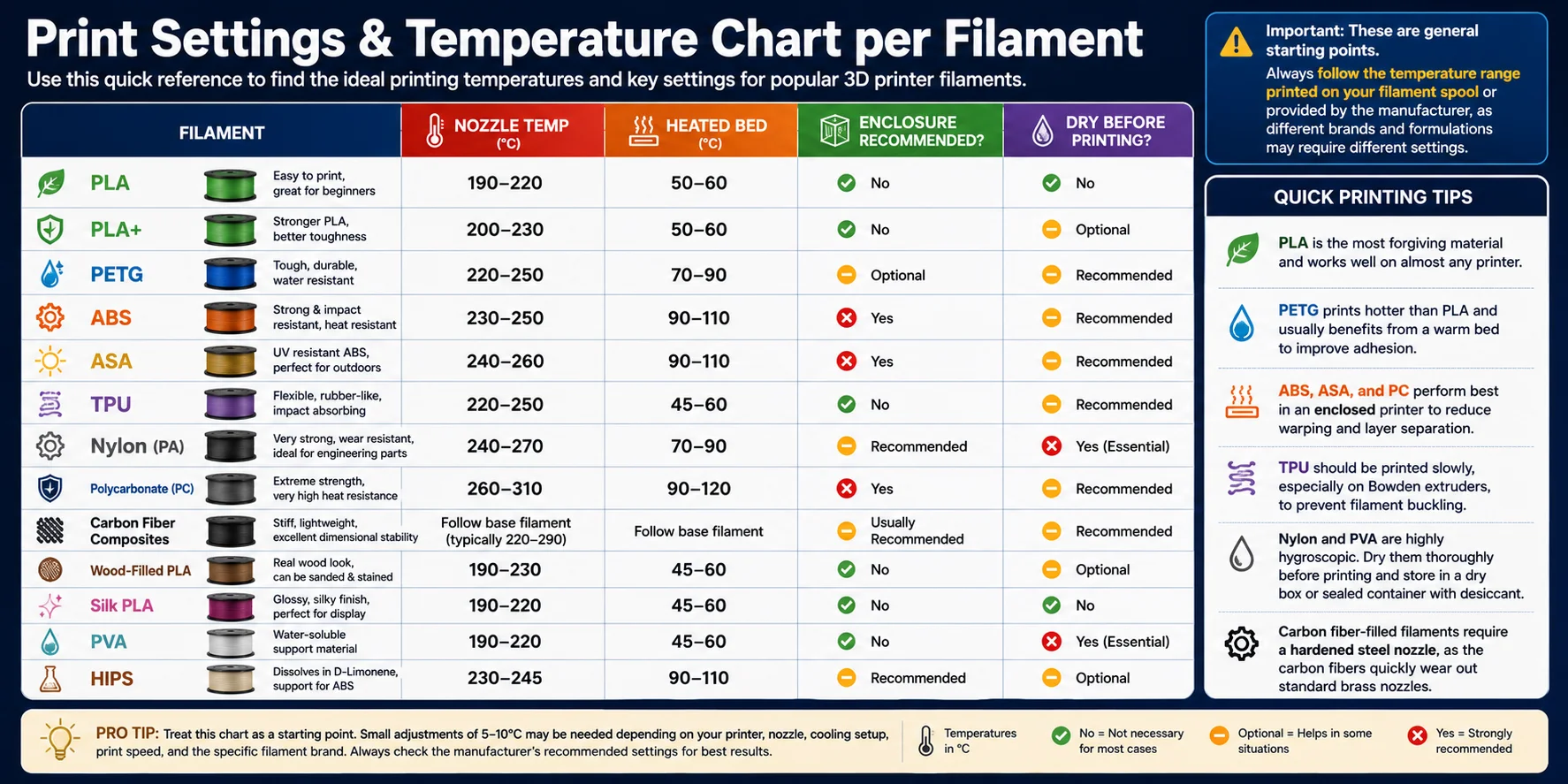
各耗材打印设置与温度参考表
每种耗材都有其理想的打印温度范围。使用正确的喷嘴和热床温度是改善打印质量、减少翘边、提升层间附着力最简便的方法之一。
重要提示: 以下数值仅为通用参考起点。请务必遵循耗材线盘或厂商提供的温度范围,因为不同品牌和配方可能需要不同的设置。
| 耗材 | 喷嘴温度 | 热床温度 | 密封腔体 | 是否建议干燥 |
|---|---|---|---|---|
| PLA | 190–220°C | 50–60°C | 不需要 | 可选 |
| PETG | 230–250°C | 70–80°C | 不需要 | 建议 |
| ABS | 230–250°C | 90–110°C | 强烈建议 | 可选 |
| ASA | 235–255°C | 90–110°C | 强烈建议 | 可选 |
| TPU | 220–250°C | 45–60°C | 不需要 | 建议 |
| 尼龙 | 240–270°C | 70–90°C | 建议 | 强烈建议 |
| PC | 260–310°C | 90–120°C | 强烈建议 | 建议 |
| PVA | 190–220°C | 45–60°C | 不需要 | 强烈建议 |
| 碳纤维复合 | 因材而异 | 因材而异 | 因材而异 | 可选 |
打印小贴士
- PLA 是最宽容的材料,几乎在任何打印机上都能良好打印。
- PETG 打印温度高于 PLA,通常需要热床以改善附着力。
- ABS、ASA 和 PC 在密封腔体打印机中性能最佳,可减少翘边和层间开裂。
- TPU 应慢速打印,尤其在使用波登管挤出机时,以防耗材屈曲。
- 尼龙和 PVA 极易吸湿,打印前需彻底干燥,并存放在带干燥剂的干燥盒中。
- 碳纤维复合耗材需要硬化钢喷嘴,因为碳纤维会迅速磨损标准黄铜喷嘴。
存储与保管(保持耗材干燥)
3D打印中最容易被忽视的因素之一是耗材受潮问题。许多看似温度设置或切片参数有误的打印问题,实际上是由受潮耗材引起的。如果耗材突然开始产生大量拉丝、发出"噼啪"声或噼噼啪啪的噪音、表面粗糙、挤出不稳定,或者打印件变脆,受潮往往是首要排查因素。
哪些耗材最容易吸潮?
| 耗材 | 吸潮敏感度 | 存储优先级 |
|---|---|---|
| 尼龙(PA) | 极高 | 关键——始终干燥密封存储 |
| PVA | 极高 | 关键——始终干燥密封存储 |
| PETG | 中高 | 重要——密封存储并加干燥剂 |
| TPU | 中 | 重要——密封存储 |
| PC | 中 | 加干燥剂密封存储 |
| ABS | 低 | 常规密封存储 |
| PLA | 低 | 常规密封存储 |
简单的记忆方法:尼龙 > PETG > TPU > PLA
耗材最佳存储方式
- 真空密封袋加新鲜干燥剂包,适合长期存储。
- 干燥盒可在低湿度条件下直接从容器中打印耗材。
- 密封塑料容器加可重复使用的硅胶或分子筛干燥剂。
打印前干燥耗材
| 耗材 | 干燥温度 | 干燥时长 |
|---|---|---|
| PLA | 45–55°C | 4–6 小时 |
| PETG | 65–75°C | 4–6 小时 |
| ABS | 60–80°C | 3–4 小时 |
| TPU | 55–65°C | 4–6 小时 |
| 尼龙 | 70–90°C | 8–12 小时 |
| PVA | 45–55°C | 4–6 小时 |
| PC | 80–90°C | 6–8 小时 |
使用专用耗材干燥机或温控对流烤箱时需谨慎。避免过高温度,因为过热可能导致耗材和线盘本身变形。
最佳实践
- 将已开封的线盘存放在带干燥剂的密封容器中。
- 重要打印件前对易吸湿耗材进行干燥处理。
- 尽量避免将尼龙、PVA、PETG 和 TPU 放置在潮湿环境中。
- 如果打印时听到噼啪声,立即停止并干燥耗材后再继续。
- 在已开封线盘上标注首次使用日期,以便判断何时可能需要重新干燥。

常见问题
3D打印机有哪些不同类型的耗材?
最常见的3D打印耗材包括 PLA、PETG、ABS、ASA、TPU、尼龙(PA)、聚碳酸酯(PC)、PVA 和 HIPS,以及碳纤维填充、木材填充和丝绸效果等特种材料。各材料各有所长:PLA 适合新手,PETG 适合耐用功能件,ABS 和 ASA 适合耐热和户外使用,TPU 适合柔性需求,尼龙或 PC 适合高要求工程应用。
应该选 PETG 还是 PLA?
如果你是新手或在打印装饰模型和原型,选 PLA——更易打印,表面质量出色。如果你需要更强韧耐用、防水的零件,例如功能支架、容器或户外物品,则选 PETG。
PLA 和 PETG 哪个毒性更低?
PLA 通常被认为毒性低于 PETG。 PLA 由植物基可再生材料制成,打印时通常气味较小。无论使用何种材料,在通风良好的环境中打印始终是好习惯。
户外3D打印件应该用什么耗材?
户外使用时,ASA 是最佳选择,因为它将 ABS 级别的强度与显著更好的抗紫外线和耐候性相结合。PETG 是轻度户外暴露场景的可靠次选。避免在户外使用 PLA,因为它在高温下会软化,并会在紫外线照射下降解。
PLA 和 ABS 耗材有什么区别?
主要区别在于耐热性和可打印性。PLA 打印更简单——温度要求低、极少翘边、气味小。ABS 能承受更高温度(约 100°C),机械应力下更坚韧,但容易翘边,需要密封腔体,且会散发明显气味。
最强的3D打印耗材是什么?
在桌面 FDM 打印领域,聚碳酸酯(PC) 通常被认为是最强的耗材——它结合了卓越的拉伸强度、高抗冲击性和超过 110°C 的耐热性。尼龙 排名其次,更适合需要韧性和疲劳抵抗性的零件。
如何为3D打印件选择合适的耗材?
从打印件的功能需求出发:如果是装饰品或初次打印,选 PLA;如果需要强度和防水性,选 PETG;如果必须耐热或承受机械应力,选 ABS、ASA 或尼龙;如果需要弹性,选 TPU。
PETG 与 PLA 和 ABS 相比如何?
PETG 在几乎所有方面都介于 PLA 和 ABS 之间。它比 PLA 更韧、耐热性更高(软化温度约 80°C vs PLA 的 60°C),同时打印难度远低于 ABS——无需密封腔体,翘边极少。对于大多数功能打印需求,当 PLA 的耐久性不足而又不想面对 ABS 的复杂性时,PETG 是最佳全能选择。
打印微缩模型最适合用什么耗材?
对于微缩模型和高精细度模型,标准 PLA 或 PLA+ 是最受欢迎的 FDM 选择——细节保留好、低温打印减少拉丝,颜色和效果选择丰富。如果你想要出色的表面光滑度,树脂打印在微缩模型细节方面远超 FDM。
任何耗材都能用于任何3D打印机吗?
并非所有耗材都适用于所有打印机。大多数标准打印机无需改装即可处理 PLA、PETG 和 TPU,但 ABS、ASA、尼龙和 PC 等高温材料需要热床,最好配合密封腔体打印。碳纤维及其他磨蚀性复合材料还需要硬化钢喷嘴。
结语
没有所谓"最好"的3D打印耗材,只有最适合你当前项目的那一种。从思考零件的使用方式开始,然后选择在强度、柔性、耐热性、耐久性或外观方面最符合需求的材料。
已经有模型要打印了?你可以用 Tripo AI 从文字或图片生成模型,导出为 STL 或 3MF 格式,甚至一键发送到 Bambu Studio,再参照以上耗材指南为项目选出最合适的材料,开始打印。