Типы филамента для 3D-принтера: PLA, ABS, PETG и другие (2026)

TL;DR Не существует единственного «лучшего» филамента для 3D-печати — есть только тот, что лучше всего подходит для вашего конкретного проекта. PLA идеален для начинающих, PETG предлагает отличный баланс прочности и удобства печати, тогда как ABS, ASA, TPU, нейлон и другие инженерные материалы превосходят остальные в узкоспециализированных задачах.
Залог успешной печати — правильный подбор материала под задачу. Учитывайте такие параметры, как прочность, гибкость, термостойкость, устойчивость к атмосферным воздействиям и удобство печати, а затем используйте рекомендации по температуре и хранению для получения наилучших результатов. Хранение влагочувствительных филаментов в сухих условиях так же важно, как и выбор правильных настроек печати.
Уже есть модель для печати? Вы можете сгенерировать её из текста или изображения с помощью Tripo AI, затем экспортировать в формате STL или 3MF — или даже отправить одним кликом в Bambu Studio. Как только модель готова, просто выберите филамент, который лучше всего соответствует вашему применению, и начните печатать с уверенностью.
Основные типы филамента для 3D-принтера: PLA (простой, жёсткий, отлично подходит для начинающих), PETG (прочный и водостойкий), ABS (термостойкий и прочный), TPU (гибкий, как резина) и нейлон (долговечный для механических деталей). Специальные варианты — PC, PVA, а также смеси с деревом, углеродным волокном и шёлком — охватывают всё остальное. В этом руководстве рассматриваются преимущества, недостатки, рекомендуемые температуры печати и оптимальные области применения каждого материала, а также приводятся таблица сравнения и советы по хранению, которые помогут вам сделать осознанный выбор.
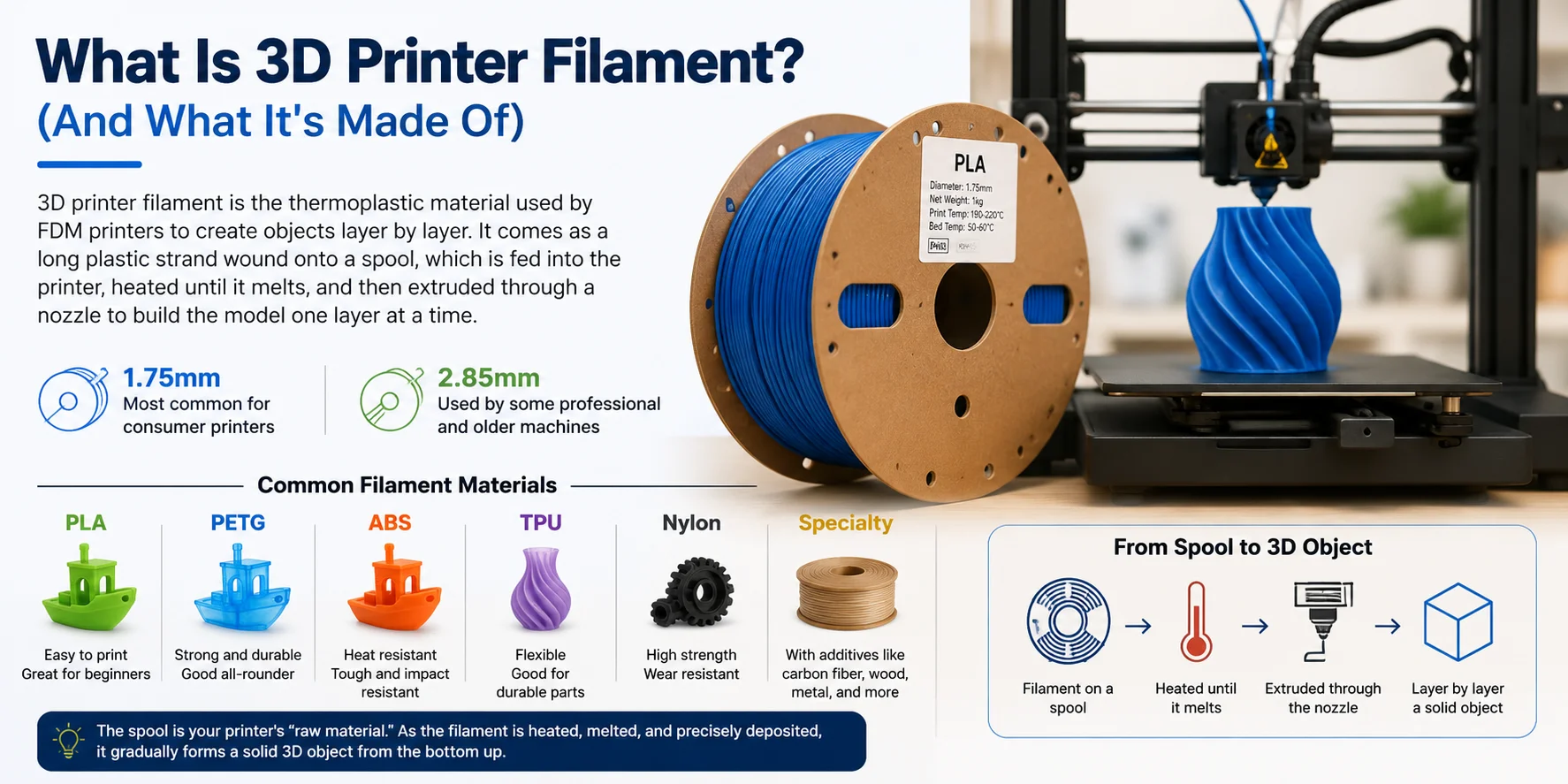
Что такое филамент для 3D-принтера? (И из чего он сделан)
Филамент для 3D-принтера — это термопластичный материал, используемый FDM (Fused Deposition Modeling) 3D-принтерами для создания объектов слой за слоем. Он представляет собой длинную пластиковую нить, намотанную на катушку, которая подаётся в принтер, нагревается до плавления, а затем выдавливается через сопло для построения модели послойно.
В большинстве потребительских 3D-принтеров используется филамент диаметром 1,75 мм, тогда как некоторые профессиональные и более старые машины работают с филаментом 2,85 мм (его часто называют 3 мм). Диаметр филамента должен соответствовать экструдеру вашего принтера, поэтому важно выбрать правильный размер перед печатью.
Филамент изготавливается из различных видов термопластов, каждый из которых предназначен для определённых применений. Распространённые материалы: PLA — для простой повседневной печати, PETG — для повышенной прочности и долговечности, ABS — для термостойкости, TPU — для гибких деталей, нейлон — для требовательных механических компонентов. Многие специальные филаменты также содержат добавки, такие как углеродное волокно, древесный порошок или металлические частицы, для достижения уникальных механических свойств или визуальных эффектов.
Если говорить просто, катушка — это «сырьё» вашего принтера. По мере того как филамент нагревается, плавится и точно наносится, он постепенно формирует твёрдый 3D-объект снизу вверх.
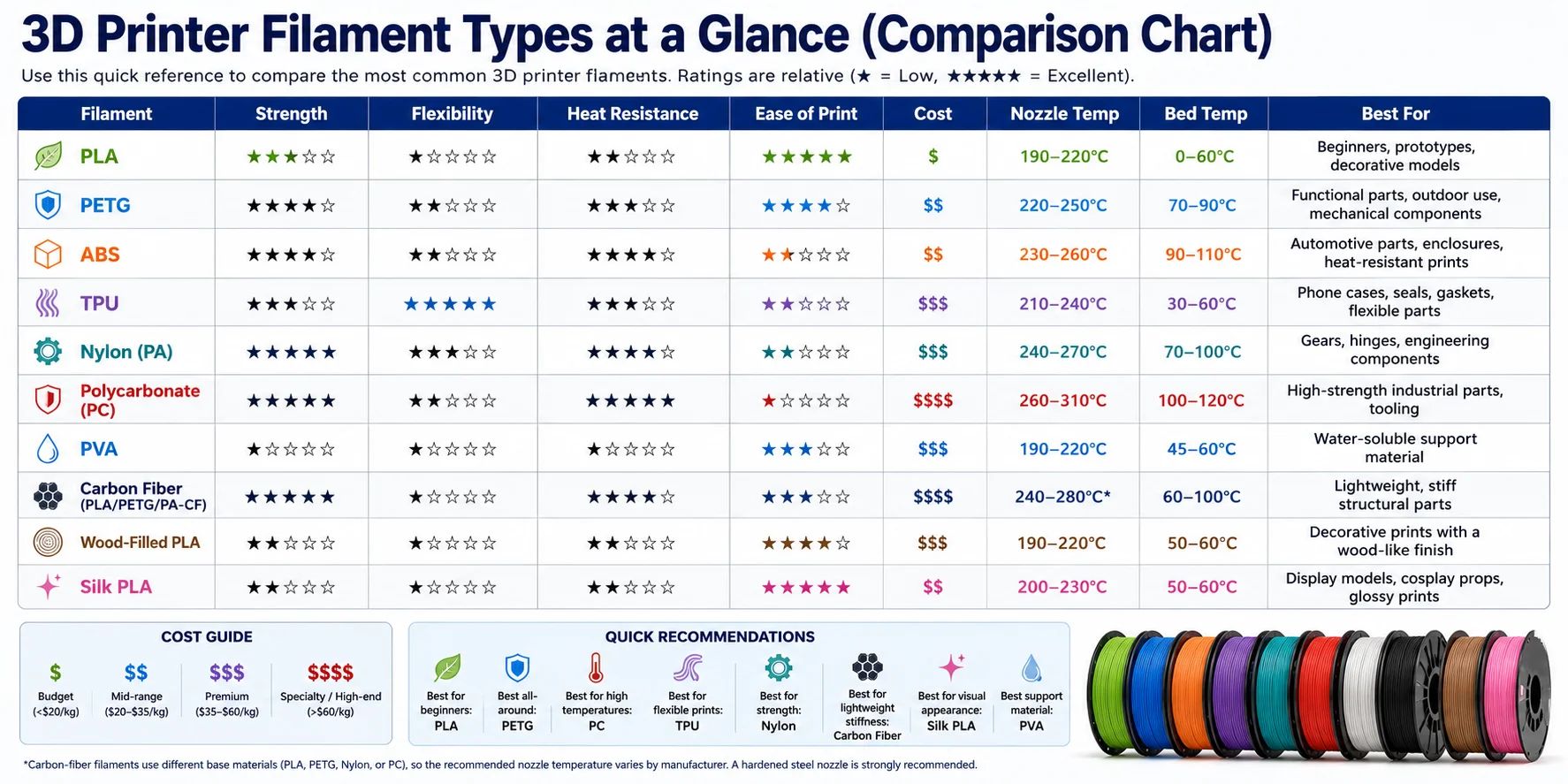
Типы филамента для 3D-принтера с первого взгляда (сравнительная таблица)
Выбор правильного филамента не менее важен, чем выбор правильного принтера. Различные материалы предлагают разные уровни прочности, гибкости, термостойкости и удобства печати, что делает каждый из них более подходящим для определённых проектов. Используйте приведённую ниже сравнительную таблицу как краткий справочник, а затем ознакомьтесь с отдельными руководствами по материалам для получения более детальных рекомендаций.
| Филамент | Темп. сопла | Темп. стола | Сложность | Лучше всего подходит для | Чувствительность к влаге |
|---|---|---|---|---|---|
| PLA | 190–220°C | 50–60°C | Легко | Начинающие, декор, прототипы | Низкая |
| PETG | 230–250°C | 70–80°C | Средне | Функциональные детали, уличное применение | Средняя–Высокая |
| ABS | 230–250°C | 90–110°C | Сложно | Механические детали, автомобильные, корпуса | Низкая |
| ASA | 235–255°C | 90–110°C | Сложно | Уличные, УФ-стойкие детали | Низкая |
| TPU | 220–250°C | 45–60°C | Средне | Гибкие детали, чехлы, прокладки | Средняя |
| Nylon | 240–270°C | 70–90°C | Сложно | Шестерни, механические, инженерные детали | Очень высокая |
| PC | 260–310°C | 90–120°C | Очень сложно | Высокотемпературные, несущие конструкции | Средняя |
| PVA | 190–220°C | 45–60°C | Средне | Растворимые в воде поддержки | Очень высокая |
| CF Composite | Варьируется* | Варьируется* | Сложно | Жёсткие инженерные детали | Низкая–Средняя |
| Wood-filled | 190–220°C | 50–60°C | Легко–Средне | Декоративные, художественные изделия | Низкая |
| Silk PLA | 190–220°C | 50–60°C | Легко | Экспонаты, декор, подарки | Низкая |
*Филаменты с углеродным волокном используют различные базовые материалы (PLA, PETG, нейлон или PC), поэтому рекомендуемая температура сопла варьируется в зависимости от производителя. Настоятельно рекомендуется использовать закалённое стальное сопло, поскольку углеродные волокна являются абразивными.
Краткие рекомендации
- Лучший для начинающих: PLA
- Лучший универсальный филамент: PETG
- Лучший для высоких температур: Поликарбонат (PC)
- Лучший для гибкой печати: TPU
- Лучший по механической прочности: Нейлон
- Лучший по лёгкости и жёсткости: Композиты с углеродным волокном
- Лучший по внешнему виду: Шёлковый PLA или PLA с наполнителем из дерева
- Лучший опорный материал: PVA (для принтеров с двойным экструдером)
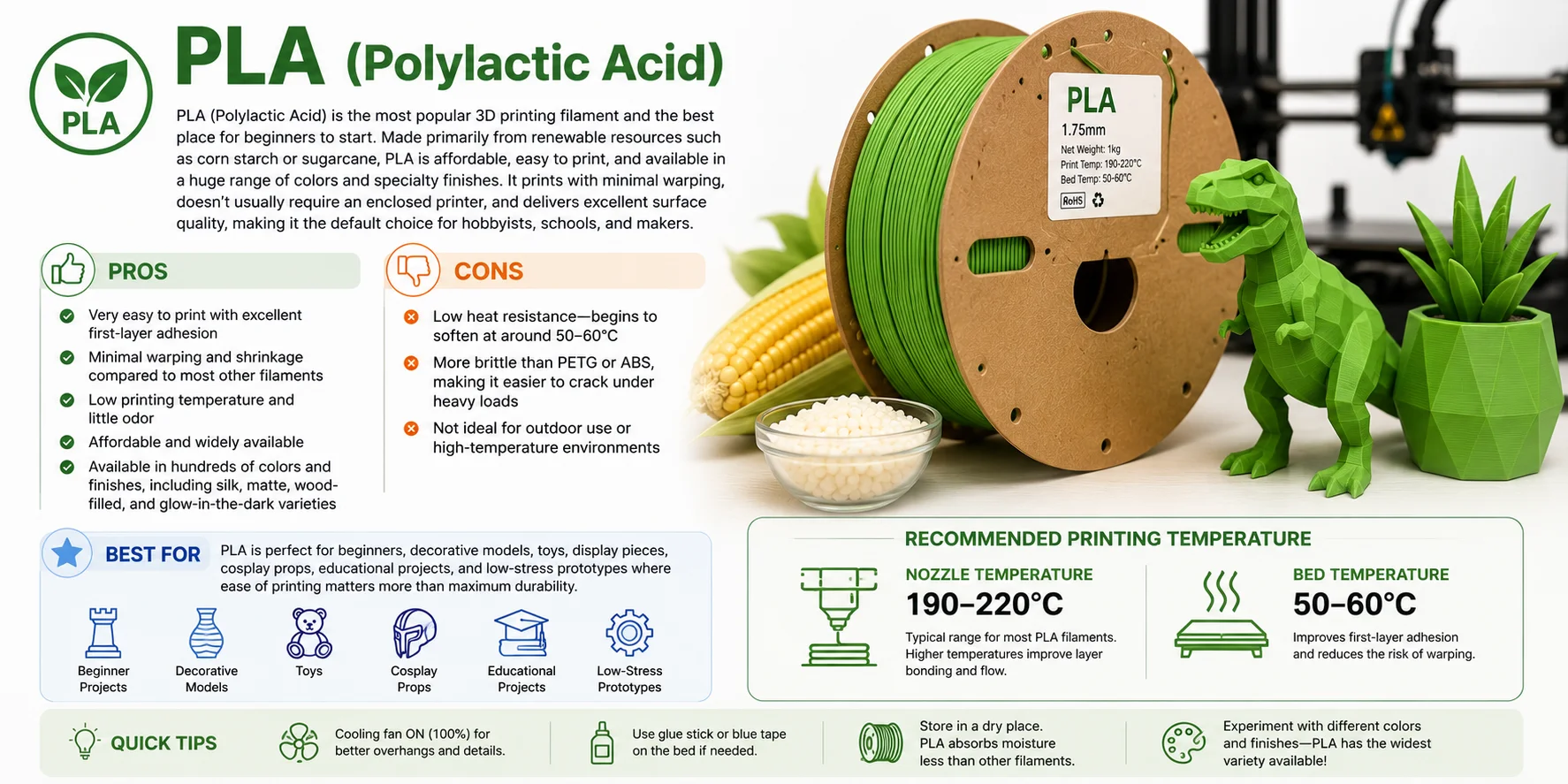
PLA (полимолочная кислота)
PLA (полимолочная кислота) — самый популярный филамент для 3D-печати и лучшее место для начала работы новичкам. Изготовленный преимущественно из возобновляемого сырья, такого как кукурузный крахмал или сахарный тростник, PLA доступен по цене, прост в печати и выпускается в огромном ассортименте цветов и специальных отделок. Он печатается с минимальным короблением, как правило, не требует закрытого принтера и обеспечивает отличное качество поверхности, что делает его выбором по умолчанию для хобби-мастеров, школ и мейкеров.
Преимущества
- Очень лёгок в печати с отличной адгезией первого слоя
- Минимальное коробление и усадка по сравнению с большинством других филаментов
- Низкая температура печати и почти без запаха
- Доступный и широко распространённый
- Доступен в сотнях цветов и отделок, включая шёлковую, матовую, с наполнителем из дерева и светящиеся в темноте варианты
Недостатки
- Низкая термостойкость — начинает размягчаться при температуре около 50–60°C
- Более хрупкий, чем PETG или ABS, поэтому легче трескается под большими нагрузками
- Не подходит для уличного использования или высокотемпературных сред
Лучше всего подходит для
PLA идеально подходит для начинающих, декоративных моделей, игрушек, экспонатов, косплей-реквизита, образовательных проектов и прототипов с небольшой нагрузкой, где удобство печати важнее максимальной долговечности.
Рекомендуемая температура печати
- Сопло: 190–220°C
- Стол: 50–60°C
PETG (полиэтилентерефталат гликоль)
PETG нередко называют золотой серединой между PLA и ABS. Он сочетает в себе простоту печати, свойственную PLA, с прочностью и долговечностью ABS, что делает его одним из самых популярных филаментов для функциональной 3D-печати. PETG обеспечивает отличную межслойную адгезию, высокую ударопрочность, а также хорошую устойчивость к воде, влаге и многим распространённым химикатам. Кроме того, он лучше, чем PLA, переносит умеренное воздействие внешней среды благодаря улучшенной термо- и UV-стойкости.
Обратная сторона — PETG требует чуть более тщательной настройки. Он склонен к образованию тонких нитей между напечатанными элементами и со временем поглощает влагу из воздуха, что может снижать качество печати. Хранение филамента в сухом месте и правильная настройка ретракции, как правило, позволяют свести эти проблемы к минимуму.
Преимущества
- Прочный, стойкий к ударам
- Отличная межслойная адгезия
- Стойкость к воде и химикатам
- Лучшая термостойкость, чем у PLA
- Пригоден для лёгкого наружного применения
Недостатки
- Более склонен к образованию нитей, чем PLA
- Поглощает влагу, должен храниться в сухом месте
- Настройка может быть чуть сложнее, чем у PLA
Лучшее применение
Функциональные детали, чехлы для телефонов, кронштейны, держатели инструментов, контейнеры и лёгкие аксессуары для наружного использования.
Рекомендуемые температуры печати
- Сопло: 230–250°C
- Стол: 70–80°C

ABS (акрилонитрил-бутадиен-стирол)
ABS — один из наиболее прочных и термостойких филаментов для потребительских 3D-принтеров. Это тот же класс пластика, из которого изготавливаются кубики LEGO®, автомобильные комплектующие и многие бытовые электроприборы, что делает его надёжным выбором для функциональных деталей, которые должны выдерживать механические нагрузки и повышенные температуры. Кроме того, ABS — один из немногих распространённых филаментов, поверхность которого можно сгладить парами ацетона, получив глянцевый вид, напоминающий литьё под давлением.
Недостаток — ABS значительно сложнее в печати, чем PLA или PETG. При остывании он усаживается, что приводит к деформации и расслоению, особенно на крупных моделях. Настоятельно рекомендуется закрытый принтер для поддержания стабильной температуры. Кроме того, при печати ABS выделяются заметные пары, поэтому необходима хорошая вентиляция или система фильтрации воздуха.
Преимущества
- Высокая прочность и жёсткость
- Отличная ударопрочность и термостойкость
- Возможность обработки парами ацетона для полированной поверхности
- Достаточная прочность для механических и инженерных деталей
Недостатки
- Сильный запах и пары при печати
- Требует хорошей вентиляции
- Склонен к деформации и растрескиванию без закрытого корпуса
- Сложнее в печати, чем PLA или PETG
Лучшее применение
Механические детали, автомобильные компоненты, корпуса для электроники, инструменты и функциональные прототипы.
Рекомендуемые температуры печати
- Сопло: 230–250°C
- Стол: 90–110°C

TPU (термопластичный полиуретан) — гибкий филамент
TPU — гибкий, похожий на резину филамент, предназначенный для деталей, которые должны гнуться, сжиматься или поглощать удары. В отличие от жёстких материалов, таких как PLA или ABS, TPU сочетает в себе отличную эластичность и высокую устойчивость к истиранию, что делает его идеальным для долговечных деталей, испытывающих многократный изгиб. Он также обладает хорошей стойкостью к маслам, смазкам и многим химикатам.
Главная сложность TPU — печатаемость. Из-за мягкости нити она может изгибаться или деформироваться внутри экструдера при слишком высокой скорости печати. Медленная скорость, как правило, даёт значительно лучшие результаты, а прямой привод (direct-drive) настоятельно рекомендуется, поскольку обеспечивает более короткий и контролируемый путь подачи филамента.
Преимущества
- Гибкий и резиноподобный
- Отличное поглощение ударов
- Высокая износостойкость и устойчивость к истиранию
- Хорошая стойкость к маслам, смазкам и многим химикатам
- Долговечный при многократном изгибе
Недостатки
- Необходимо печатать медленно
- Настройки ретракции требуют тщательной калибровки
- Сложнее печатать с Bowden-экструдерами
- Чувствителен к влаге, должен храниться в сухом месте
Лучшее применение
Чехлы для телефонов, носимые устройства, прокладки, виброгасители, защитные крышки, колёса и гибкие петли.
Рекомендуемые температуры печати
- Сопло: 220–250°C
- Стол: 45–60°C

Нейлон (полиамид)
Нейлон (полиамид) — один из самых прочных и долговечных филаментов для 3D-печати. Он обладает выдающейся прочностью, отличной износостойкостью и природными самосмазывающимися свойствами, что делает его идеальным для функциональных деталей, которые должны выдерживать повторяющиеся нагрузки, трение или тяжёлые механические нагрузки.
Главная сложность при работе с нейлоном — он чрезвычайно гигроскопичен, то есть очень быстро поглощает влагу из воздуха. Даже несколько часов на открытом воздухе могут привести к плохой межслойной адгезии, образованию нитей, пузырей, шероховатой поверхности и снижению прочности. Всегда просушивайте филамент перед печатью и держите его в сухом боксе или сушилке для филамента во время длительных заданий.
Преимущества
- Чрезвычайно прочный и долговечный
- Отличная устойчивость к износу и истиранию
- Природная самосмазывающаяся поверхность
- Высокая ударопрочность и усталостная прочность
- Подходит для тяжёлых механических нагрузок
Недостатки
- Чрезвычайно гигроскопичен — необходимо просушивать перед печатью
- Должен храниться в сухом боксе или герметичном контейнере с осушителем
- Требует более высоких температур печати
- Может деформироваться без хорошей адгезии к столу или закрытого корпуса
Лучшее применение: шестерни, подшипники, петли, втулки, конструктивные кронштейны, тяжёлые механические детали и функциональные инженерные прототипы.
Рекомендуемые настройки печати: сопло 240–270°C · стол с подогревом 70–90°C

PC (поликарбонат) и другие инженерные филаменты
Поликарбонат (PC) — один из самых прочных и термостойких филаментов для настольной 3D-печати. Он сочетает исключительную механическую прочность, высокую ударопрочность и отличную размерную стабильность, а его термостойкость, как правило, превышает 110°C. Эти свойства делают PC популярным выбором для ответственных инженерных задач, где стандартных филаментов, таких как PLA или PETG, недостаточно.
Обратная сторона — PC является одним из самых сложных материалов для печати. Он требует высокотемпературного хотэнда, стола с подогревом и желательно закрытого принтера для снижения деформации и расслоения.
Если ваша цель — прочность для наружного применения, рассмотрите ASA (акрилонитрил-стирол-акрилат). ASA обладает механическими свойствами, близкими к ABS, но значительно лучшей UV- и атмосферостойкостью, что делает его одним из лучших филаментов для наружного применения.
PC (поликарбонат)
Преимущества
- Исключительно высокая прочность и ударопрочность
- Отличная термостойкость (как правило, выше 110°C)
- Хорошая размерная стабильность
- Подходит для ответственных инженерных задач
Недостатки
- Требует высокотемпературного сопла
- Легко деформируется без закрытого корпуса
- Сложнее в печати, чем стандартные филаменты
- Нередко требует просушки перед печатью
Лучшее применение: механические компоненты, конструктивные кронштейны, детали машин, высокотемпературные крепления и промышленные прототипы.
Рекомендуемые настройки печати: сопло 260–310°C · стол с подогревом 90–120°C
ASA (альтернатива для наружного применения)
Почему стоит выбрать ASA?
- Отличная UV- и атмосферостойкость
- Лучшая долгосрочная стойкость на открытом воздухе, чем у ABS
- Хорошая термо- и ударопрочность
- Идеален для деталей, подвергающихся воздействию солнца и переменных погодных условий
Лучшее применение: наружные корпуса, автомобильный обвес, садовое оборудование, вывески, детали дронов и другие атмосферостойкие функциональные компоненты.

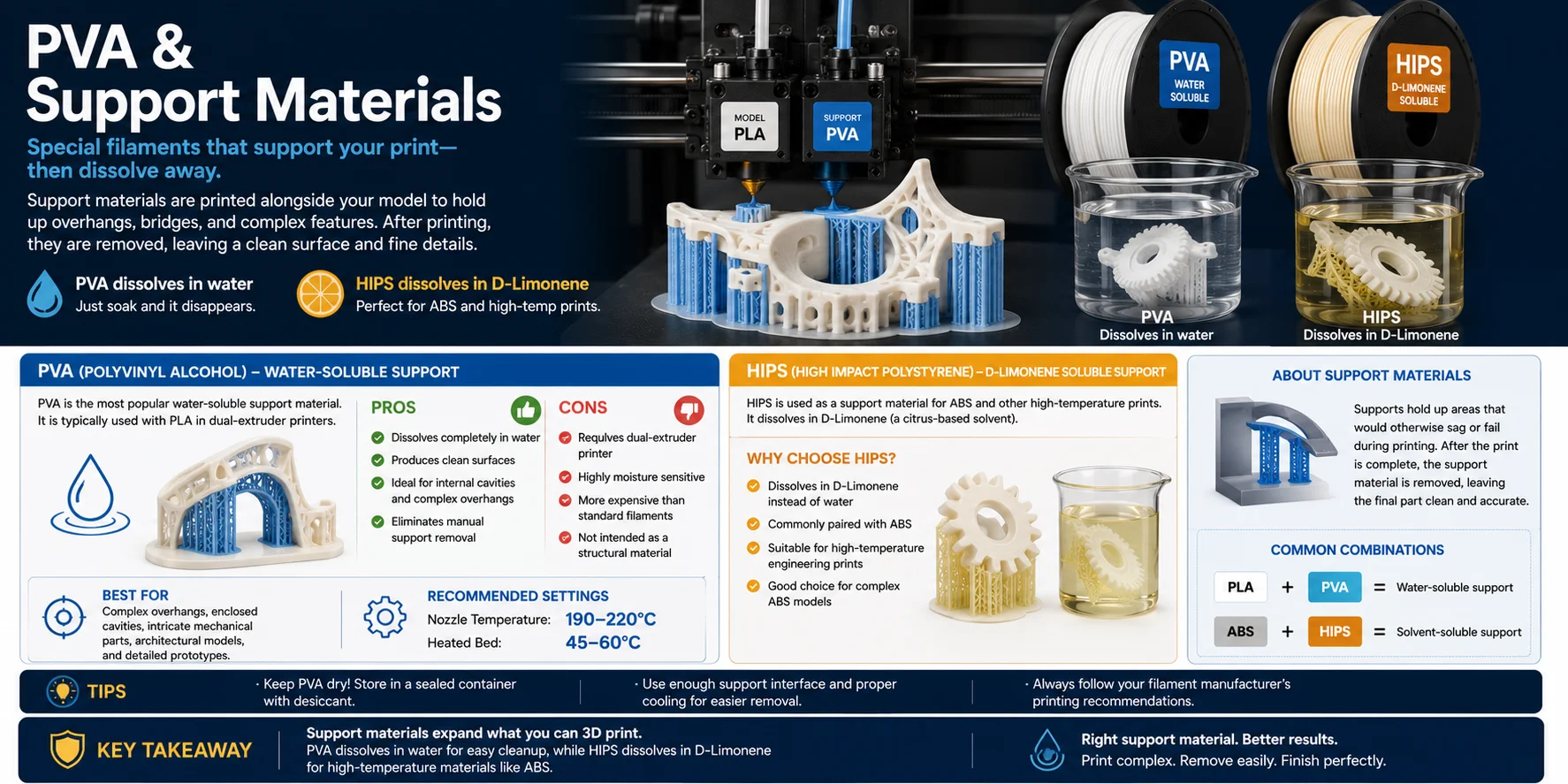
PVA и опорные материалы
Не каждый филамент предназначен для создания конечного изделия. Опорные материалы — это специальные филаменты, которые временно поддерживают нависающие элементы, мосты и сложные внутренние структуры во время печати, а затем удаляются.
PVA (поливиниловый спирт) — наиболее распространённый водорастворимый опорный филамент. Как правило, он используется в паре с PLA в 3D-принтерах с двойным экструдером. После печати достаточно погрузить деталь в воду — PVA постепенно растворится, оставив чистую поверхность без необходимости вручную срезать или отламывать поддержки.
Как и нейлон, PVA чрезвычайно чувствителен к влаге и должен всегда храниться в герметичном сухом боксе или контейнере с осушителем.
Другим распространённым опорным материалом является HIPS (ударопрочный полистирол), который растворяется в лимонене и обычно используется в паре с ABS.
PVA (водорастворимая поддержка)
Преимущества
- Полностью растворяется в воде
- Обеспечивает чистые поверхности на сложных моделях
- Идеален для внутренних полостей и труднодоступных нависаний
- Устраняет необходимость ручного удаления поддержек
Недостатки
- Требует принтера с двойным экструдером для лучших результатов
- Чрезвычайно чувствителен к влаге
- Дороже стандартных филаментов
Лучшее применение: сложные нависающие элементы, закрытые полости, сложные механические детали, архитектурные макеты и детализированные прототипы.
Рекомендуемые настройки печати: сопло 190–220°C · стол с подогревом 45–60°C
Специальные и композитные филаменты (древесные, с углеволокном, шёлковые)
Освоив стандартные филаменты, вы можете открыть для себя мир специальных и композитных материалов. Как правило, они основаны на распространённых материалах — PLA, PETG или нейлоне, — но дополнены добавками: углеволокном, древесной мукой или специальными пигментами для улучшения характеристик или создания уникальных визуальных эффектов.
Филаменты с углеволокном
Филаменты с углеволокном — это обычно композиты на основе PLA, PETG или нейлона, армированные короткими углеродными волокнами. Добавленные волокна увеличивают жёсткость, снижают вес и улучшают размерную стабильность. Углеволокно очень абразивно, поэтому настоятельно рекомендуется закалённое стальное сопло.
Лучшее применение: детали дронов, компоненты радиоуправляемых моделей, кронштейны машин, кондукторы, приспособления и лёгкие инженерные детали.
Филаменты с древесным наполнителем
Филаменты с древесным наполнителем сочетают PLA с мелкими древесными волокнами, создавая модели, внешне напоминающие настоящее дерево. Их можно шлифовать, морить, красить или покрывать лаком. Многие пользователи предпочитают сопло 0,5 или 0,6 мм для более надёжной печати.
Лучшее применение: декоративные модели, косплей-реквизит, архитектурные макеты, вывески, поделки и художественные проекты.
Шёлковый PLA
Шёлковый PLA разработан для получения исключительно глянцевой, металлической на вид поверхности без какой-либо постобработки. Печатается аналогично стандартному PLA, но оптимизирован под внешний вид.
Лучшее применение: выставочные модели, фигурки, вазы, подарки, косплей-аксессуары и декоративные изделия, где визуальное качество важнее механических характеристик.
Другие специальные филаменты
- PLA, светящийся в темноте, содержит фосфоресцентные добавки — идеален для игрушек, вывесок и декоративных изделий.
- PLA+ (усиленный PLA) обеспечивает улучшенную ударную вязкость при сохранении простоты печати.
- Доступны также филаменты с металлическим наполнителем, имитацией мрамора, меняющие цвет и реагирующие на температуру — для уникальных визуальных эффектов.

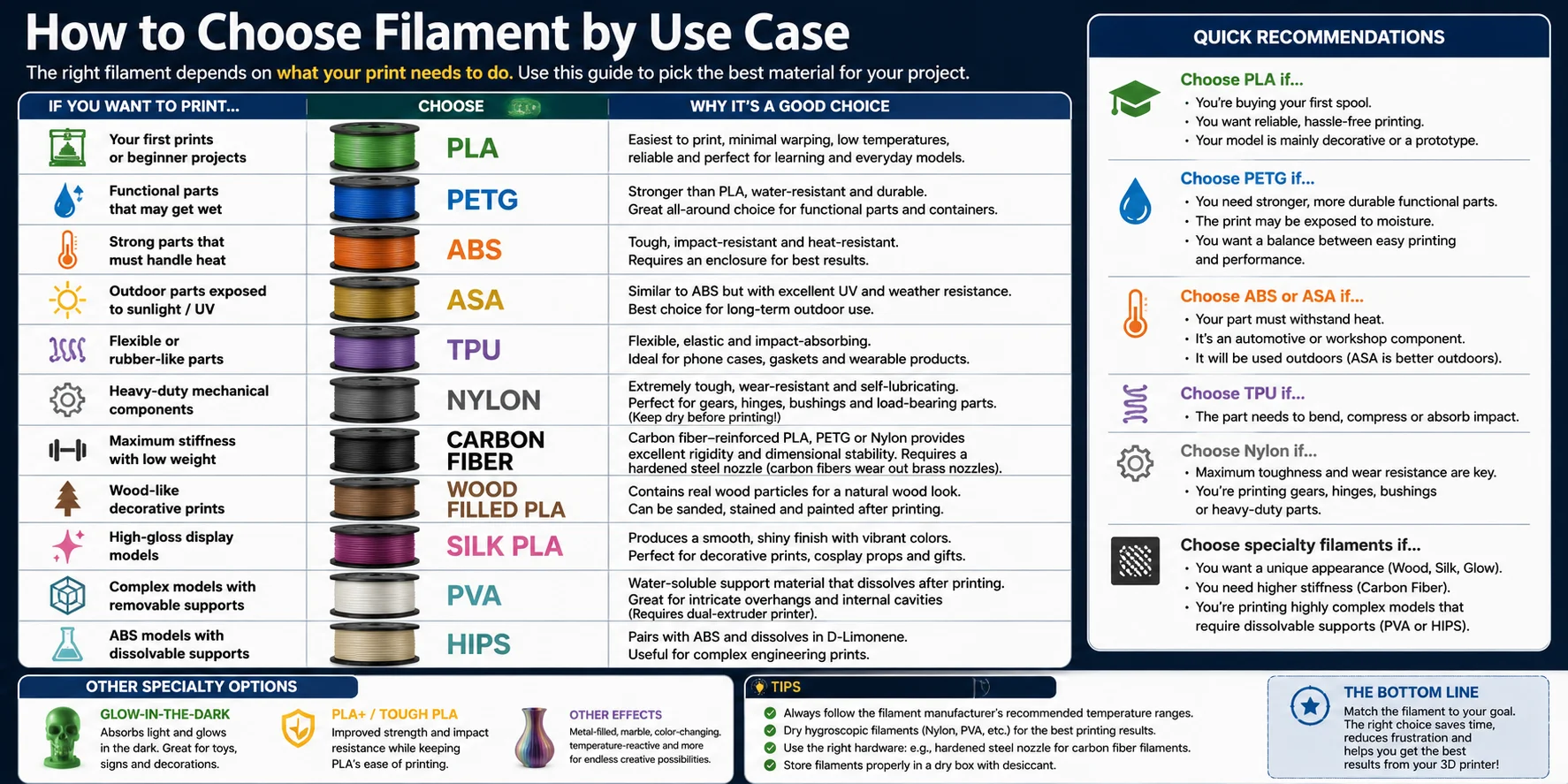
Как выбрать филамент по задаче
При таком разнообразии филаментов проще всего выбирать не по свойствам материала, а по тому, что вы хотите напечатать. Вместо вопроса «Какой филамент лучший?» спросите себя: «Что должна делать моя деталь?»
| Задача | Рекомендуемый филамент | Почему |
|---|---|---|
| Первая печать / новичок | PLA | Прост в печати, минимальная деформация, доступная цена |
| Прочные функциональные детали | PETG | Прочнее PLA, влагостойкий |
| Термостойкие детали | ABS или PC | Высокая термостойкость |
| Наружное применение | ASA | UV- и атмосферостойкий |
| Гибкие детали | TPU | Резиноподобный, гнётся и сжимается |
| Механические шестерни/подшипники | Нейлон | Самосмазывающийся, очень прочный |
| Высокая жёсткость / лёгкость | Композит с углеволокном | Отличное соотношение жёсткости к весу |
| Декоративные / визуальные | Шёлковый PLA или PLA с древесным наполнителем | Привлекательная поверхность |
| Сложные нависающие элементы | PVA (двойной экструдер) | Водорастворимое удаление поддержек |
Быстрые рекомендации
Выбирайте PLA, если... вы покупаете первую катушку, хотите надёжную и беспроблемную печать, или ваша модель — преимущественно декоративная или прототип.
Выбирайте PETG, если... вам нужны более прочные и долговечные функциональные детали, деталь может контактировать с влагой, или вы хотите баланса между простотой печати и характеристиками.
Выбирайте ABS или ASA, если... деталь должна выдерживать нагрев, это автомобильный или мастерской компонент, или он будет использоваться на улице (ASA — лучший выбор для наружного применения).
Выбирайте TPU, если... деталь должна гнуться, сжиматься или поглощать удары.
Выбирайте нейлон, если... максимальная прочность и износостойкость важнее простоты печати, или вы печатаете шестерни, петли, втулки или тяжёлые механические детали.
Выбирайте специальные филаменты, если... вам нужен уникальный внешний вид, повышенная жёсткость, или вы печатаете сложные модели, требующие растворимых поддержек.
Итог
Для большинства пользователей PLA остаётся лучшей отправной точкой. По мере того как ваши потребности становятся более специализированными, переходите на PETG для функциональных деталей, ABS или ASA для термостойкости и наружного применения, TPU для гибкости, нейлон для инженерных задач, и специальные филаменты, когда нужны уникальная эстетика или повышенная производительность.
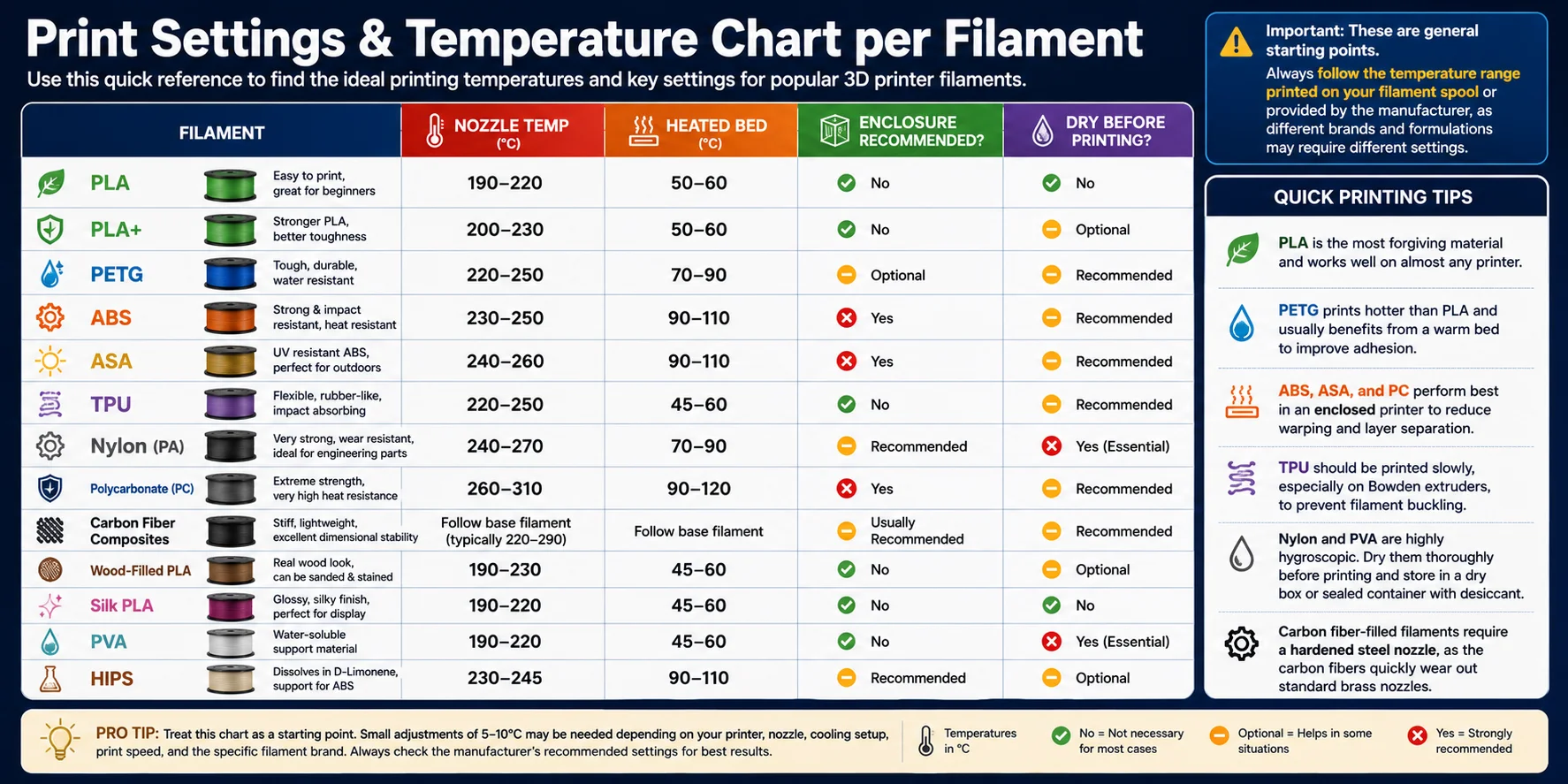
Настройки печати и таблица температур по видам филамента
У каждого филамента есть свой оптимальный диапазон температур. Использование правильных температур сопла и стола — один из самых простых способов улучшить качество печати, снизить деформацию и добиться более прочной межслойной адгезии.
Важно: Приведённые значения — лишь отправные точки. Всегда следуйте диапазону температур, указанному на катушке или предоставленному производителем, поскольку разные бренды и составы могут требовать других настроек.
| Филамент | Температура сопла | Температура стола | Закрытый корпус | Рекомендуется просушка |
|---|---|---|---|---|
| PLA | 190–220°C | 50–60°C | Не требуется | Опционально |
| PETG | 230–250°C | 70–80°C | Не требуется | Рекомендуется |
| ABS | 230–250°C | 90–110°C | Настоятельно рекомендуется | Опционально |
| ASA | 235–255°C | 90–110°C | Настоятельно рекомендуется | Опционально |
| TPU | 220–250°C | 45–60°C | Не требуется | Рекомендуется |
| Нейлон | 240–270°C | 70–90°C | Рекомендуется | Настоятельно рекомендуется |
| PC | 260–310°C | 90–120°C | Настоятельно рекомендуется | Рекомендуется |
| PVA | 190–220°C | 45–60°C | Не требуется | Настоятельно рекомендуется |
| Композит с CF | Варьируется | Варьируется | Варьируется | Опционально |
Советы по печати
- PLA — самый неприхотливый материал, хорошо работает практически на любом принтере.
- PETG печатается при более высокой температуре, чем PLA, и, как правило, выигрывает от подогрева стола для улучшения адгезии.
- ABS, ASA и PC лучше всего работают в закрытом принтере, чтобы снизить деформацию и расслоение.
- TPU нужно печатать медленно, особенно на Bowden-экструдерах, чтобы предотвратить изгиб нити.
- Нейлон и PVA чрезвычайно гигроскопичны. Тщательно просушите их перед печатью и храните в сухом боксе с осушителем.
- Филаменты с углеволокном требуют закалённого стального сопла, так как углеродные волокна быстро изнашивают стандартные латунные сопла.
Хранение и уход (как защитить филамент от влаги)
Один из самых недооценённых факторов в 3D-печати — влажность филамента. Многие проблемы с печатью, которые кажутся следствием неверных температур или плохих настроек слайсера, на самом деле вызваны влажным филаментом. Если ваш филамент вдруг начал давать избыточные нити, хлопки или потрескивания, шероховатую поверхность, нестабильную экструзию или хрупкие детали — первым делом проверьте именно влажность.
Какие филаменты поглощают больше всего влаги?
| Филамент | Чувствительность к влаге | Приоритет хранения |
|---|---|---|
| Нейлон (PA) | Очень высокая | Критично — всегда просушивать и герметично хранить |
| PVA | Очень высокая | Критично — всегда просушивать и герметично хранить |
| PETG | Средняя–высокая | Важно — хранить герметично с осушителем |
| TPU | Средняя | Важно — хранить герметично |
| PC | Средняя | Хранить герметично с осушителем |
| ABS | Низкая | Стандартное герметичное хранение |
| PLA | Низкая | Стандартное герметичное хранение |
Простой способ запомнить: Нейлон > PETG > TPU > PLA
Лучшие способы хранения филамента
- Вакуумные пакеты со свежими пакетами осушителя — для долгосрочного хранения.
- Сухие боксы, позволяющие печатать прямо из контейнера, поддерживая низкую влажность.
- Герметичные пластиковые контейнеры с многоразовым силикагелем или молекулярными ситами.
Просушка филамента перед печатью
| Филамент | Температура сушки | Время сушки |
|---|---|---|
| PLA | 45–55°C | 4–6 часов |
| PETG | 65–75°C | 4–6 часов |
| ABS | 60–80°C | 3–4 часа |
| TPU | 55–65°C | 4–6 часов |
| Нейлон | 70–90°C | 8–12 часов |
| PVA | 45–55°C | 4–6 часов |
| PC | 80–90°C | 6–8 часов |
Используйте специализированную сушилку для филамента или конвекционную духовку с точным контролем температуры. Избегайте перегрева катушки: слишком высокая температура может деформировать как нить, так и саму катушку.
Рекомендации
- Храните открытые катушки в герметичных контейнерах с осушителем.
- Просушивайте гигроскопичные филаменты перед важными печатями.
- По возможности держите нейлон, PVA, PETG и TPU вдали от влажных помещений.
- Если во время печати слышны хлопки, остановите работу и просушите филамент перед продолжением.
- Отмечайте на открытых катушках дату первого использования, чтобы знать, когда может потребоваться повторная сушка.

Часто задаваемые вопросы
Какие бывают виды пластика для 3D-принтера?
Наиболее распространённые виды филамента для 3D-печати: PLA, PETG, ABS, ASA, TPU, нейлон (PA), поликарбонат (PC), PVA и HIPS, а также специальные материалы — с углеволокном, древесным наполнителем и шёлком. Каждый материал имеет свои преимущества: PLA — лучший для начинающих, PETG — для прочных функциональных деталей, ABS и ASA — для термостойкости и наружного применения, TPU — для гибкости, нейлон или PC — для ответственных инженерных задач.
Что лучше — PETG или PLA?
Выбирайте PLA, если вы новичок или печатаете декоративные модели и прототипы — он проще в печати и даёт отличное качество поверхности. Выбирайте PETG, если вам нужны более прочные, долговечные и влагостойкие детали — например, функциональные кронштейны, контейнеры или изделия для наружного применения.
Что менее токсично — PLA или PETG?
PLA в целом считается менее токсичным, чем PETG. PLA изготовлен из возобновляемого растительного сырья и, как правило, выделяет меньше запахов при печати. Вне зависимости от материала всегда рекомендуется печатать в хорошо проветриваемом помещении.
Какой филамент лучше для наружной 3D-печати?
Для наружного применения лучший выбор — ASA: он сочетает прочность на уровне ABS со значительно лучшей UV- и атмосферостойкостью. PETG — хороший второй вариант для лёгкого наружного использования. Избегайте PLA на улице: он размягчается при высокой температуре и разрушается под воздействием UV.
В чём разница между PLA и ABS?
Главное отличие — термостойкость и удобство печати. PLA проще в работе: требует более низких температур, практически не деформируется и почти не пахнет. ABS выдерживает более высокие температуры (до ~100°C) и прочнее при механических нагрузках, но легко деформируется, требует закрытого корпуса и выделяет заметные пары.
Какой самый прочный филамент для 3D-принтера?
Для настольной FDM-печати поликарбонат (PC) традиционно считается самым прочным — он сочетает исключительную прочность на разрыв, высокую ударопрочность и термостойкость выше 110°C. Нейлон — близкий второй, лучше подходящий для деталей, которым нужна вязкость и усталостная прочность.
Как выбрать правильный филамент для 3D-печати?
Начните с вопроса о том, что должна делать напечатанная деталь: если она декоративная или это первая печать — выбирайте PLA; если нужна прочность и влагостойкость — PETG; если деталь должна выдерживать тепло или механические нагрузки — ABS, ASA или нейлон; если нужна гибкость — TPU.
Как PETG сравнивается с PLA и ABS?
PETG занимает промежуточное положение между PLA и ABS практически по всем параметрам. Он прочнее и термостойче PLA (размягчается около 80°C против 60°C у PLA), при этом значительно проще в печати, чем ABS — закрытый корпус не требуется, деформация минимальна. Для большинства функциональных деталей PETG — лучший универсальный выбор, когда PLA недостаточно прочен, а сложность ABS нежелательна.
Какой филамент лучше для печати миниатюр?
Для миниатюр и высокодетализированных моделей наиболее популярным выбором для FDM является стандартный PLA или PLA+ — он хорошо передаёт мелкие детали, печатается при более низких температурах, что снижает образование нитей, и доступен в широкой палитре цветов. Если вам нужна исключительная гладкость поверхности, смоляная печать превосходит FDM по детализации миниатюр.
Подходит ли любой филамент для любого 3D-принтера?
Не все филаменты работают на всех принтерах. Большинство стандартных принтеров справляются с PLA, PETG и TPU без модификаций, однако высокотемпературные материалы — ABS, ASA, нейлон и PC — требуют стола с подогревом и желательно закрытого корпуса. Углеволоконные и другие абразивные композиты также требуют закалённого стального сопла.
Заключение
Не существует единственного «лучшего» пластика для 3D-печати — есть только тот, который лучше всего подходит для вашего конкретного проекта. Начните с того, как будет использоваться деталь, а затем выберите материал, соответствующий требованиям по прочности, гибкости, термостойкости, долговечности или внешнему виду.
Уже есть модель для печати? Вы можете создать её из текста или изображения с помощью Tripo AI, экспортировать в формате STL или 3MF — или даже отправить одним кликом в Bambu Studio — и воспользоваться приведённым выше руководством по филаментам, чтобы выбрать подходящий материал для работы.