O Que É o Fatiamento na Impressão 3D? Um Guia para Iniciantes
TL;DR
- O fatiamento converte um modelo 3D (STL/3MF) em G-code que a impressora consegue ler.
- Ele divide o modelo em camadas finas e gera caminhos de ferramenta para cada camada.
- Sem o fatiamento, uma impressora 3D não consegue entender nem imprimir o modelo.
- Configurações como altura de camada, preenchimento, suportes e velocidade controlam a qualidade, a resistência e o tempo de impressão.
- As impressoras FDM e de resina usam fatiadores diferentes, mas ambas dependem do fatiamento para criar instruções imprimíveis.
Este guia cobre tudo o que você precisa saber sobre fatiamento na impressão 3D, desde como um fatiador converte um arquivo STL ou 3MF em G-code até o melhor software de fatiamento, configurações essenciais e erros comuns a evitar.
O Que É o Fatiamento na Impressão 3D?
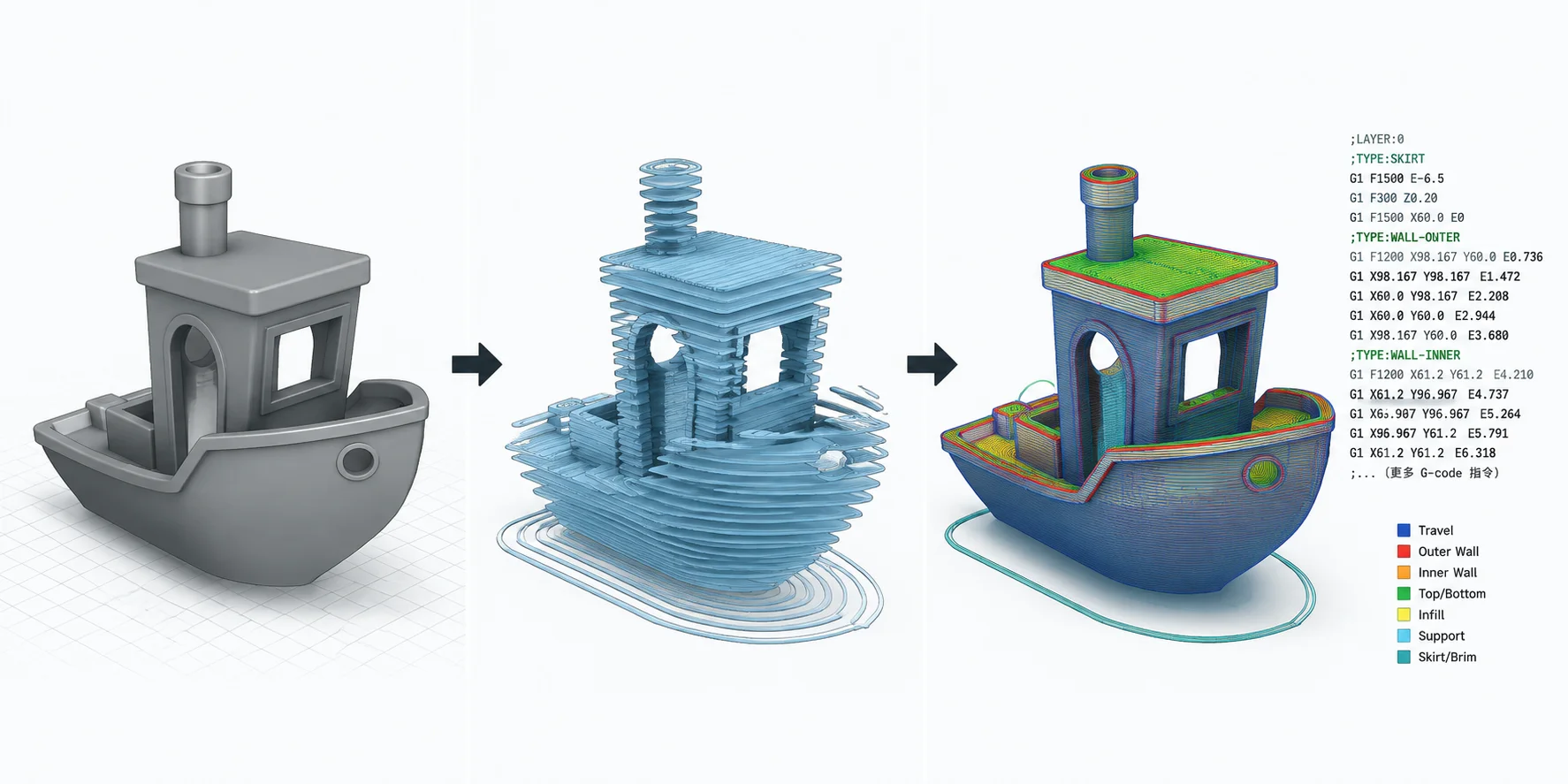
Se você está se perguntando o que é o fatiamento na impressão 3D, a resposta mais simples é esta: o fatiamento é o processo de transformar um modelo digital 3D em um conjunto de camadas horizontais finas que uma impressora 3D consegue entender e construir uma por uma. Como a maioria das impressoras 3D não consegue "ver" ou interpretar uma forma 3D completa diretamente, elas dependem de instruções que descrevem o movimento passo a passo. Essas instruções são escritas em uma linguagem chamada G-code, que diz à impressora exatamente para onde se mover, com que velocidade se mover e quando extrudar material.
Esse trabalho de tradução é feito pelo software de fatiamento, também conhecido como fatiador de impressão 3D. O fatiador recebe um arquivo de modelo—geralmente um arquivo STL / 3MF—e virtualmente o "corta" em centenas ou milhares de camadas finas, semelhante a fatiar um pão ou empilhar folhas de papel. Cada camada se torna um caminho 2D que a impressora pode seguir, e todas as camadas juntas recriam o objeto 3D original. Nesse sentido, o fatiador atua como um tradutor entre a geometria projetada por humanos e o movimento legível por máquinas.
Durante o fatiamento, o software também decide parâmetros importantes de impressão, como altura de camada, preenchimento e se suportes são necessários para partes em balanço. Essas configurações afetam diretamente a resistência da impressão, a qualidade da superfície e o tempo de impressão. Sem o fatiamento, a impressora não teria um plano estruturado—apenas uma forma 3D ilegível. Com ele, o modelo se torna um plano preciso, camada por camada, que a máquina consegue executar de forma confiável.
Por Que o Fatiamento É Essencial? (O Que Acontece Sem Ele)
O fatiamento é essencial na impressão 3D porque uma impressora não consegue entender diretamente um modelo 3D. Embora você possa projetar um objeto em CAD e exportá-lo como um arquivo STL / 3MF, a impressora em si não reconhece geometria sólida, superfícies ou estruturas de malha. Em vez disso, ela só entende instruções simples de movimento—mover ao longo das coordenadas X, Y, Z e controlar a extrusão. Sem o fatiamento, o modelo é apenas uma forma digital ilegível sem instruções acionáveis.
É aqui que o software de fatiamento (ou um fatiador de impressão 3D) se torna crítico. Ele converte o modelo em um plano de construção passo a passo gerando G-code, que é a única linguagem que a maioria das impressoras FDM entende. O fatiador essencialmente preenche a lacuna entre "como o objeto parece" e "como a impressora deve construí-lo". Ele transforma uma malha estática em um mapa de rota dinâmico, camada por camada, que controla cada movimento do cabeçote de impressão.
Sem o fatiamento, uma impressora 3D não teria ideia de como começar, para onde se mover ou quanto material extrudar—o que tornaria a impressão impossível. É por isso que o fatiamento não é opcional, mas sim uma etapa obrigatória em qualquer fluxo de trabalho.
Como o Fatiamento Funciona (De STL para G-code)
O fatiamento é a etapa central do fluxo de trabalho que transforma um modelo digital 3D em algo que uma impressora 3D consegue realmente construir. Enquanto os designers trabalham com arquivos STL / OBJ / 3MF, esses arquivos apenas descrevem superfícies e geometria. Uma impressora não consegue usá-los diretamente. Em vez disso, um fatiador de impressão 3D os converte em G-code, um conjunto de instruções precisas de máquina que controlam movimento, velocidade, temperatura e extrusão.
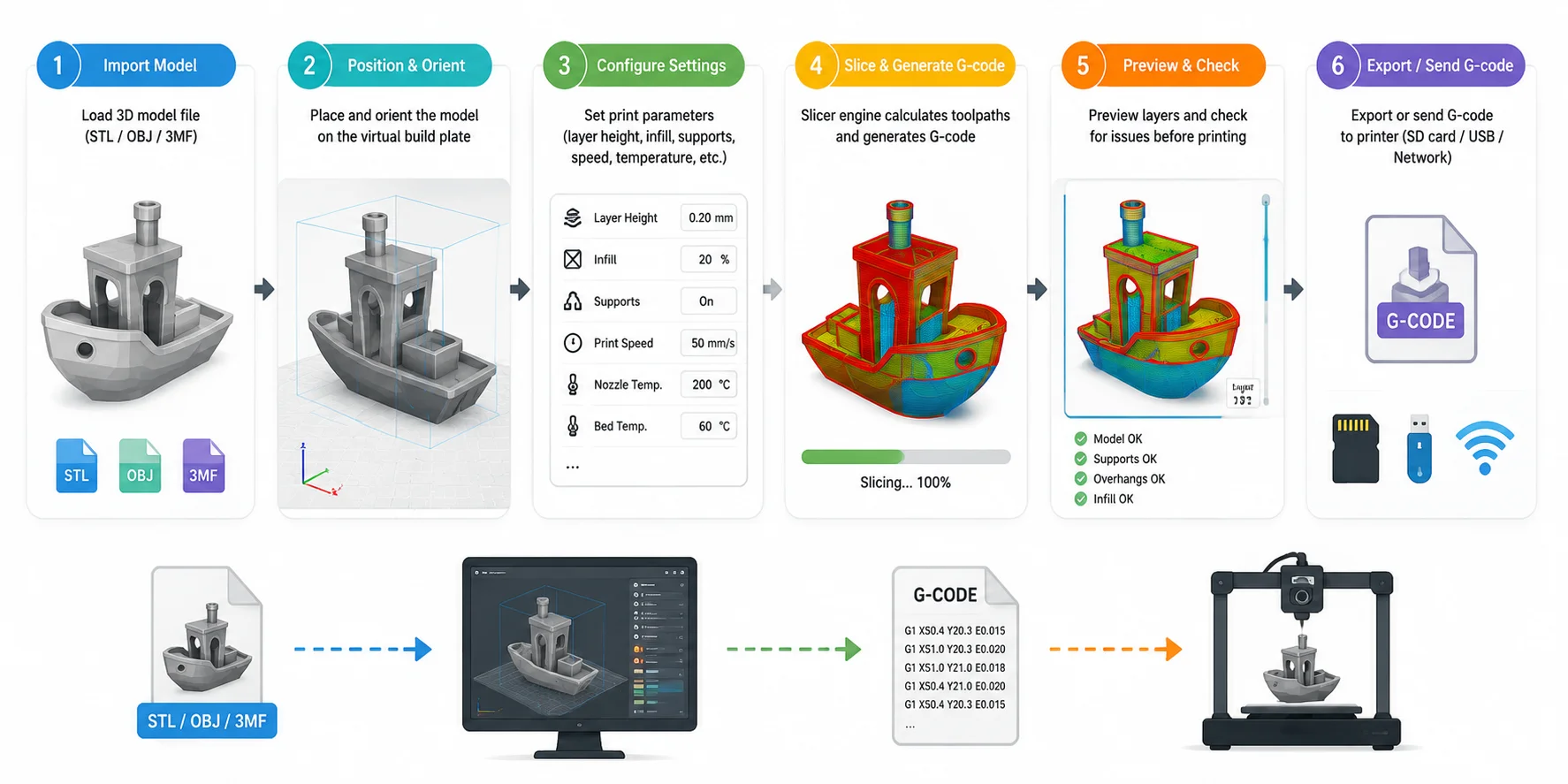
Abaixo está o típico fluxo de trabalho de fatiamento em 6 etapas usado na maioria dos softwares de fatiamento:
1. Importar o Modelo 3D (STL / OBJ / 3MF)
Você começa carregando seu modelo no fatiador. Esses formatos armazenam a forma do objeto, mas não como imprimi-lo.
2. Posicionar e Orientar na Placa de Construção Virtual
O modelo é colocado em uma mesa de impressora simulada. A orientação importa muito—ângulos errados podem aumentar os suportes, enfraquecer a resistência ou aumentar o tempo de impressão.
3. Configurar as Definições de Impressão
É aqui que os parâmetros-chave são definidos:
- Altura de camada (detalhe vs velocidade)
- Preenchimento (resistência da estrutura interna)
- Suportes (para balanços)
- Velocidade de impressão e temperatura
Essas configurações influenciam muito a qualidade, a resistência e o custo.
4. O Motor de Fatiamento Gera o G-code
O fatiador agora calcula cada caminho de ferramenta e converte o modelo em G-code, um conjunto de instruções linha por linha que diz à impressora exatamente para onde se mover.
5. Pré-visualização e Verificação de Qualidade (Etapa Crítica)
A maioria dos fatiadores gera uma pré-visualização de camadas antes da impressão. Essa etapa é frequentemente subestimada, mas é efetivamente uma inspeção de qualidade antes da impressão:
- Detectar suportes faltantes
- Identificar balanços fracos
- Verificar a consistência do preenchimento
- Evitar falhas de impressão antes que aconteçam
Pular essa etapa é um dos erros mais comuns dos iniciantes.
6. Exportar ou Enviar o G-code para a Impressora
Por fim, o G-code é transferido via cartão SD, USB ou Wi-Fi para a impressora, pronto para execução.
O Que É G-code?
G-code é a linguagem fundamental das impressoras 3D. É um conjunto de comandos de máquina linha por linha que diz à impressora:
- para onde se mover (coordenadas X, Y, Z)
- com que velocidade se mover
- quando extrudar o filamento
- quando aquecer o bocal ou a mesa
Cada linha é uma instrução direta, como mover o cabeçote de impressão ou extrudar uma quantidade específica de material. Sem o G-code, uma impressora não tem ideia de como construir fisicamente o objeto—mesmo que tenha o modelo 3D completo.
Em termos simples:
STL/3MF = forma Fatiador = tradutor G-code = linguagem de execução
Onde o Fatiamento se Encaixa no Fluxo de Trabalho de Impressão 3D
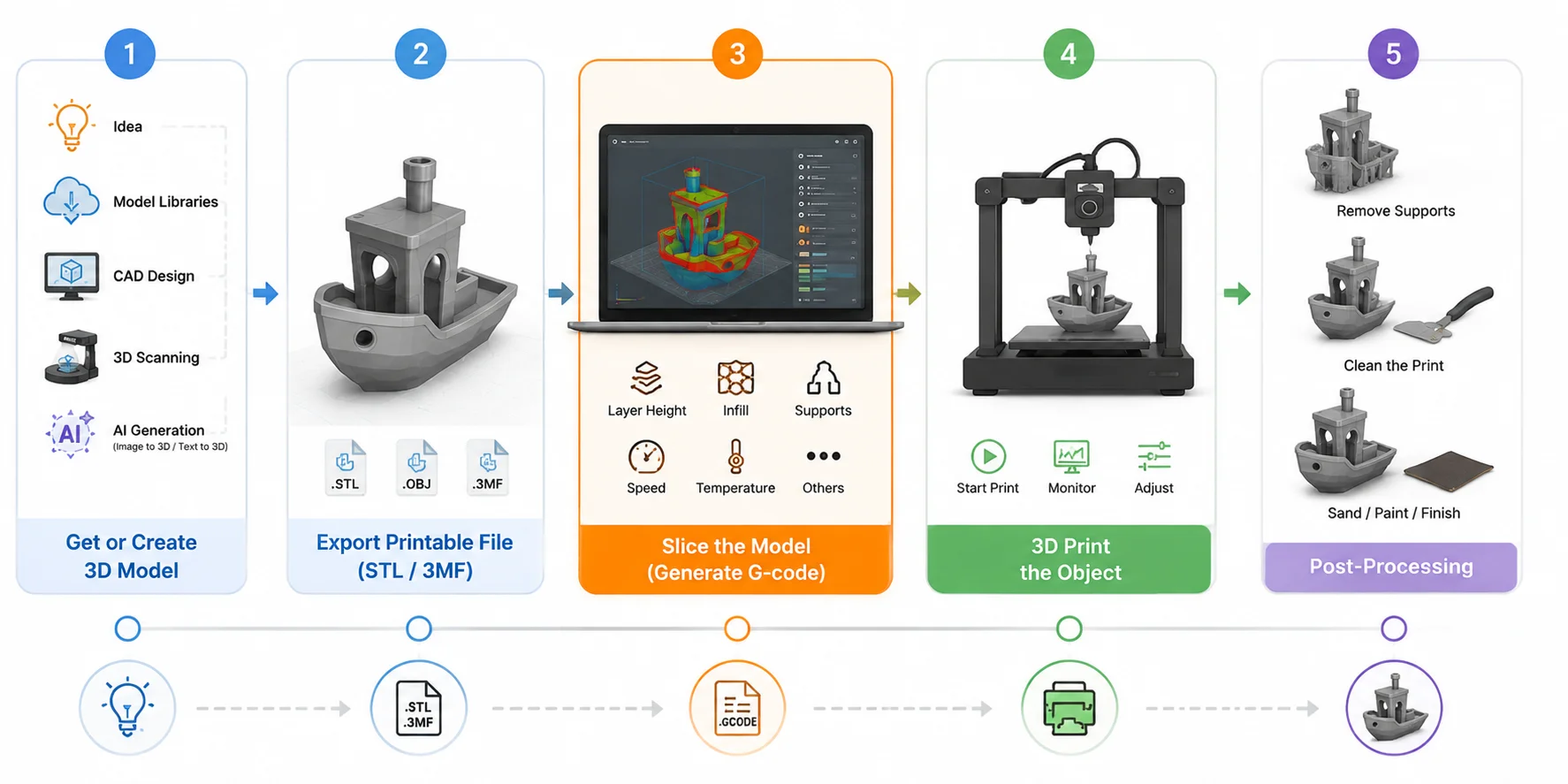
O fatiamento se encontra no meio de todo o pipeline de impressão 3D, atuando como a ponte crítica entre o design e a produção física. Um fluxo de trabalho completo geralmente segue cinco etapas:
- Criar ou obter um modelo 3D
- Exportá-lo como um arquivo imprimível (STL / 3MF)
- Fatiar o modelo em G-code ← esta é a etapa-chave
- Imprimir o objeto em 3D
- Pós-processamento (remover suportes, lixar, acabamento)
Então, onde exatamente o fatiamento se encaixa? Ele acontece na Etapa 3, depois de você já ter um arquivo de modelo 3D válido, mas antes de a impressora começar qualquer movimento físico. Em outras palavras, o fatiamento é o ponto em que um objeto digital se torna um plano de fabricação real.
Sem um modelo, o fatiamento não pode começar. Você primeiro precisa de um arquivo 3D, que pode vir de várias fontes:
- Baixado de bibliotecas de modelos
- Criado em software CAD
- Capturado usando varredura 3D
- Ou gerado usando ferramentas de IA
Por exemplo, plataformas modernas de IA como Tripo AI Image to 3D e Tripo AI Text to 3D conseguem gerar modelos imprimíveis a partir de uma única imagem ou prompt de texto. Esses modelos podem então ser exportados como arquivos STL ou 3MF, prontos para fatiamento e impressão. Em alguns ecossistemas, o software de fatiamento é até profundamente integrado—os modelos podem ser enviados diretamente para ferramentas como o Bambu Studio para preparação e impressão com um clique.
Por Que Essa Posição Importa
Essa "etapa intermediária" é o que torna todo o fluxo de trabalho possível. Antes do fatiamento, você só tem um arquivo de malha estático. Após o fatiamento, você obtém um plano de fabricação totalmente definido (G-code) que diz à impressora exatamente como construir o objeto camada por camada.
É por isso que o fatiamento é frequentemente descrito como a camada de tradução entre design e fabricação.
Ideia → Modelo 3D → STL/3MF → Fatiador → G-code → Objeto Físico
O fatiador é a única etapa que:
- converte geometria em caminhos de movimento
- define a construção camada por camada
- transforma um modelo digital em instruções de máquina
Configurações-Chave de Fatiamento que Controlam Sua Impressão
Uma vez que um modelo é fatiado, o verdadeiro controle sobre a qualidade, resistência e velocidade de impressão vem de um conjunto de parâmetros centrais dentro do fatiador de impressão 3D. Essas configurações determinam como a impressora interpreta o mesmo modelo de maneiras muito diferentes—variando de uma impressão rascunho rápida a uma peça de engenharia altamente detalhada.
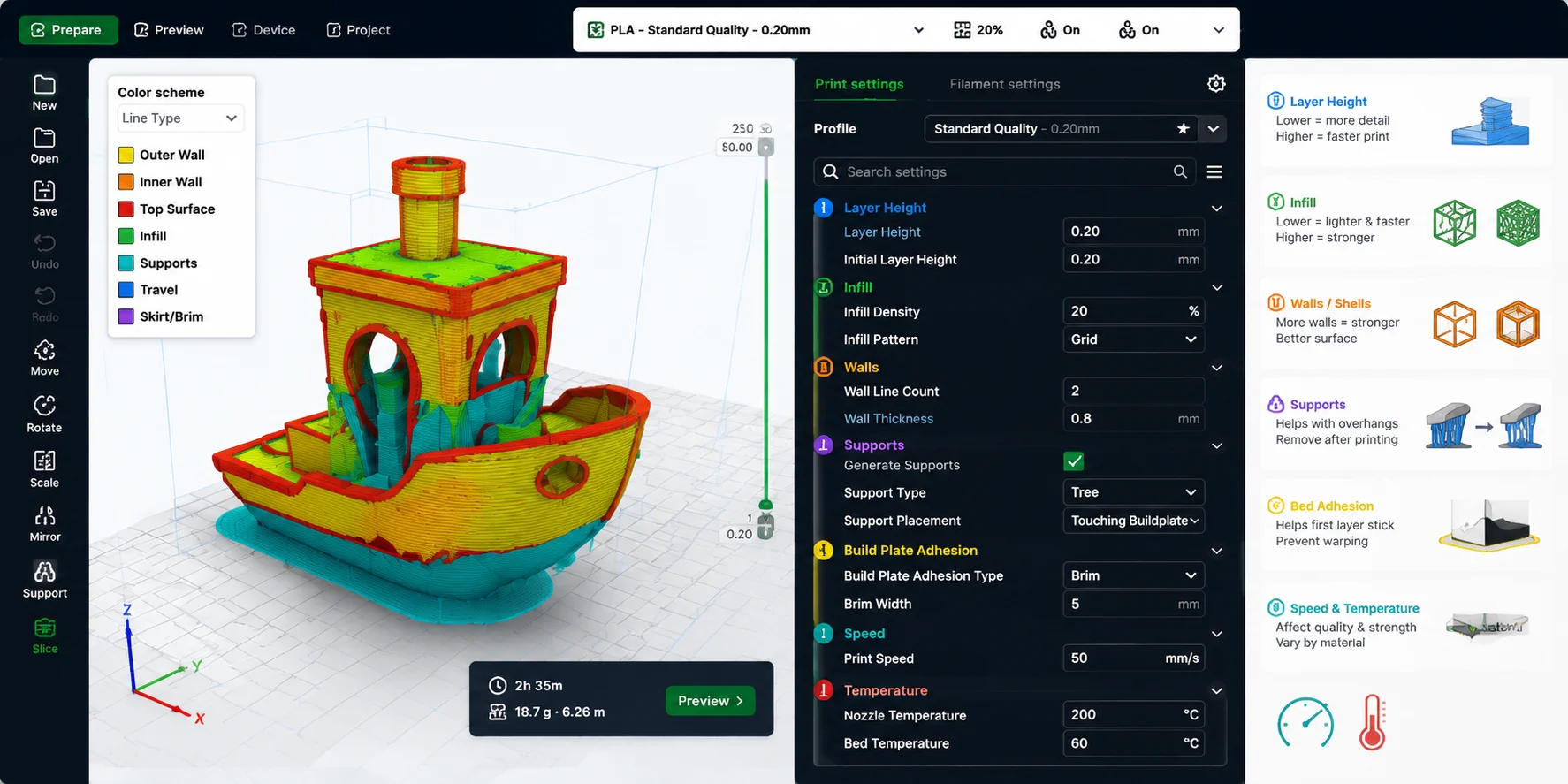
Altura de Camada
A altura de camada é a espessura de cada camada impressa. Ela controla diretamente a resolução de impressão e o tempo de impressão.
- O que é: A altura vertical de cada camada no modelo fatiado
- Como afeta a impressão:
- Menor altura de camada → superfície mais suave, maior detalhe, impressão mais lenta
- Maior altura de camada → impressão mais rápida, linhas de camada mais visíveis
- Trade-off: Detalhe vs velocidade
- Recomendação para iniciantes: 0,2 mm
Pense nisso como fatiar pão: fatias mais finas parecem mais refinadas, mas demoram mais para preparar.
Preenchimento
O preenchimento define quanto material preenche o interior do objeto.
- O que é: Densidade da estrutura interna dentro da casca
- Intervalo: 0% (oco) a 100% (sólido)
- Como afeta a impressão:
- Baixo preenchimento → mais leve, mais rápido, mais fraco
- Alto preenchimento → mais forte, mais pesado, mais lento, maior uso de material
- Recomendação para iniciantes: 15–20%
A maioria das impressões funcionais não precisa ser sólida; o fatiador cria padrões internos (grade, giroide, etc.) para equilibrar resistência e eficiência.
Paredes / Cascas
As paredes (também chamadas de cascas) são o perímetro externo de uma impressão.
- O que é: Número de camadas externas formando a superfície
- Como afeta a impressão:
- Mais paredes → peça mais forte, melhor durabilidade
- Menos paredes → impressão mais rápida, estrutura mais fraca
- Recomendação para iniciantes: 2–3 paredes
As paredes geralmente importam mais para a resistência do que o preenchimento, porque suportam a carga externa primeiro.
Suportes
Os suportes são estruturas temporárias geradas pelo fatiador para balanços.
- O que é: Andaime removível para geometria sem suporte
- Como afeta a impressão:
- Evita afundamento ou colapso em balanços
- Aumenta o tempo de impressão e o trabalho de pós-processamento
- Recomendação para iniciantes: Ativar apenas quando necessário
Problema comum de iniciantes:
- Poucos suportes → impressão caindo ou falhando
- Muitos suportes → difícil de limpar, dano à superfície após a remoção
Adesão à Mesa (Saias, Bordas e Balsas)
As configurações de adesão à mesa ajudam a primeira camada a aderir corretamente à mesa de impressão.
- Saia: Uma linha ao redor do modelo (sem contato) para preparar a extrusão
- Borda: Linhas extras anexadas à base para evitar empenamento
- Balsa: Uma camada base completa sob o modelo para impressões difíceis
- Como afeta a impressão:
- Melhor adesão → menos falhas de impressão
- Pior adesão → empenamento, desprendimento durante a impressão
- Recomendação para iniciantes:
- Saia: padrão
- Borda: usar para peças propensas a empenamento
- Balsa: apenas para geometrias/materiais difíceis
Velocidade de Impressão e Temperatura
Essas duas configurações controlam como o material é fisicamente depositado e unido.
- Velocidade de impressão: Quão rápido o bocal se move
- Temperatura: Quão quente está o bocal/mesa
- Como afeta a impressão:
- Velocidade maior → impressão mais rápida, menor precisão
- Velocidade menor → melhor detalhe, adesão mais confiável
- Temperatura maior → melhor fluxo, risco de formação de fios
- Temperatura menor → bordas mais limpas, risco de subextrusão
- Recomendação para iniciantes: Use os padrões do fatiador para seu material (PLA geralmente funciona bem em velocidade moderada e temperatura do bocal de ~200°C)
Softwares Populares de Fatiamento para Impressão 3D
Quando se trata de fatiadores de impressão 3D, diferentes softwares são otimizados para diferentes tecnologias de impressão e ecossistemas. A maioria dos softwares de fatiamento é gratuita, mas algumas ferramentas são fortemente integradas com marcas específicas de impressoras para melhor desempenho e confiabilidade.
De forma ampla, os fatiadores se enquadram em duas categorias: fatiamento FDM (baseado em filamento) e fatiamento de resina (SLA/DLP).
FDM vs Resina (SLA)
FDM e impressão de resina não usam apenas máquinas diferentes—eles também usam lógicas de fatiamento fundamentalmente diferentes.
- Fatiamento FDM foca em caminhos de ferramenta (movimento do bocal, extrusão, estruturas de preenchimento)
- Fatiamento de resina foca na exposição de camadas (padrões de luz, tempo de cura, máscaras de camada)
Em outras palavras:
FDM = desenhar caminhos com plástico derretido Resina = projetar luz para solidificar camadas
Softwares Populares de Fatiamento FDM
Estes são os fatiadores mais amplamente usados para impressão 3D por filamento:
- Ultimaker Cura – amigável para iniciantes, amplamente suportado
- PrusaSlicer – recursos avançados, excelente controle de qualidade
- Bambu Studio – otimizado para impressoras Bambu, fluxo de trabalho rápido
- Creality Print – projetado para o ecossistema Creality
- OrcaSlicer – fork poderoso impulsionado pela comunidade com ajuste avançado
Softwares Populares de Fatiamento de Resina (SLA/DLP)
Os fatiadores de resina são projetados para impressão com fotopolímero:
- Lychee Slicer – muito amigável ao usuário, excelentes ferramentas de suporte
- ChiTuBox – padrão da indústria para muitas impressoras de resina
- Formlabs PreForm – otimizado para o ecossistema Formlabs
Tabela de Comparação Rápida

Erros Comuns de Fatiamento (e Como Corrigi-los)
Mesmo com bons modelos e um poderoso fatiador de impressão 3D, muitas falhas de impressão na verdade vêm de configurações de fatiamento incorretas, e não da própria impressora. Entender esses erros comuns pode economizar muito tempo, material e frustração.
Suportes Configurados Incorretamente
Um dos problemas mais comuns é a configuração inadequada de suporte.
- O que dá errado:
- Poucos suportes → balanços colapsam ou caem
- Muitos suportes → difícil de remover, dano à superfície
- Correção no fatiador:
- Ativar suportes em árvore para formas complexas
- Ajustar a densidade dos suportes e o ângulo de balanço
- Usar o modo "suporte apenas onde necessário" se disponível
Os suportes agem como andaime temporário—apenas o suficiente, sem excesso.
Altura de Camada Muito Alta ou Muito Baixa
A altura de camada afeta diretamente a qualidade e o tempo de impressão.
- Muito alta:
- Linhas de camada visíveis
- Ligação de camada mais fraca
- Muito baixa:
- Tempo de impressão extremamente longo
- Maior chance de problemas de subextrusão
- Correção no fatiador:
- Equilibrar entre velocidade e detalhe
- Usar 0,2 mm como padrão seguro
Falha de Adesão à Mesa (Empenamento / "Impressões Espaguete")
Se a primeira camada não aderir corretamente, as impressões geralmente falham cedo.
- O que dá errado:
- Modelo se desprende durante a impressão
- Cantos curvam para cima (empenamento)
- O filamento se torna "espaguete"
- Correção no fatiador:
- Ativar borda ou balsa
- Aumentar a largura da primeira camada
- Diminuir a velocidade da primeira camada
A adesão à mesa é crítica porque cada impressão depende de uma base estável.
Subextrusão (Lacunas Entre Camadas)
Isso acontece quando material insuficiente está sendo depositado.
- O que dá errado:
- Estrutura fraca
- Lacunas visíveis entre camadas
- Peças frágeis
- Correção no fatiador:
- Aumentar a taxa de fluxo (multiplicador de extrusão)
- Elevar ligeiramente a temperatura do bocal
- Reduzir a velocidade de impressão
Pular a Pré-visualização de Fatiamento
Muitos iniciantes pulam a etapa de pré-visualização, o que frequentemente leva a falhas evitáveis.
- O que dá errado:
- Suportes faltantes não detectados
- Balanços fracos não percebidos
- Estrutura de preenchimento incorreta
- Correção no fatiador:
- Sempre usar o modo de pré-visualização de camadas
- Verificar os caminhos de ferramenta antes de imprimir
Esta é uma das "melhorias gratuitas" mais eficazes na impressão 3D.
Tabela de Correções Rápidas
| Erro | Causa | Correção no Fatiador |
|---|---|---|
| Falha de suporte | Densidade/posicionamento de suporte incorretos | Ajustar suportes, usar suportes em árvore |
| Problemas de camada | Altura de camada incorreta | Definir padrão de ~0,2 mm |
| Falha de adesão à mesa | Configuração ruim da primeira camada | Borda / balsa / primeira camada mais lenta |
| Subextrusão | Baixo fluxo ou temperatura | Aumentar fluxo/temperatura |
| Falha de impressão ignorada | Sem verificação de pré-visualização | Sempre usar a pré-visualização do fatiador |
Perguntas Frequentes
É necessário fatiar uma impressão 3D?
Sim. As impressoras não conseguem ler arquivos STL/3MF diretamente, portanto o fatiamento é necessário para gerar o G-code.
O que significa fatiamento na impressão 3D?
Significa transformar um modelo 3D em camadas e convertê-las em instruções G-code.
Quanto tempo leva o fatiamento?
Geralmente segundos a minutos, dependendo do tamanho e da complexidade do modelo.
O que é G-code na impressão 3D?
G-code é um conjunto de instruções de máquina linha por linha que controla como a impressora se move e imprime.
Qual é o melhor software de fatiamento para iniciantes?
Ultimaker Cura, PrusaSlicer e Bambu Studio são os mais fáceis para iniciantes de FDM.
SLA ou FDM é melhor?
FDM é melhor para resistência e custo, enquanto SLA é melhor para detalhe e qualidade de superfície.
Conclusão
O fatiamento vem depois que você tem um modelo 3D. Ainda não tem um? Com o Tripo AI você pode transformar uma única imagem ou um prompt de texto em um modelo 3D em segundos e exportá-lo como um arquivo STL ou 3MF—pronto para colocar diretamente no seu fatiador.