3D打印中的切片是什么?新手完全指南
TL;DR
- 切片将3D模型(STL/3MF)转换为打印机可读取的G-code。
- 它将模型分解为薄层,并为每层生成工具路径。
- 没有切片,3D打印机无法理解或打印模型。
- 层高、填充率、支撑结构和打印速度等参数控制着打印质量、强度和时间。
- FDM和光固化打印机使用不同的切片软件,但两者都依赖切片来生成可打印指令。
本指南涵盖3D打印切片的所有基础知识,从切片软件如何将STL或3MF文件转换为G-code,到最佳切片软件推荐、关键参数设置,以及常见错误的规避方法。
3D打印中的切片是什么?
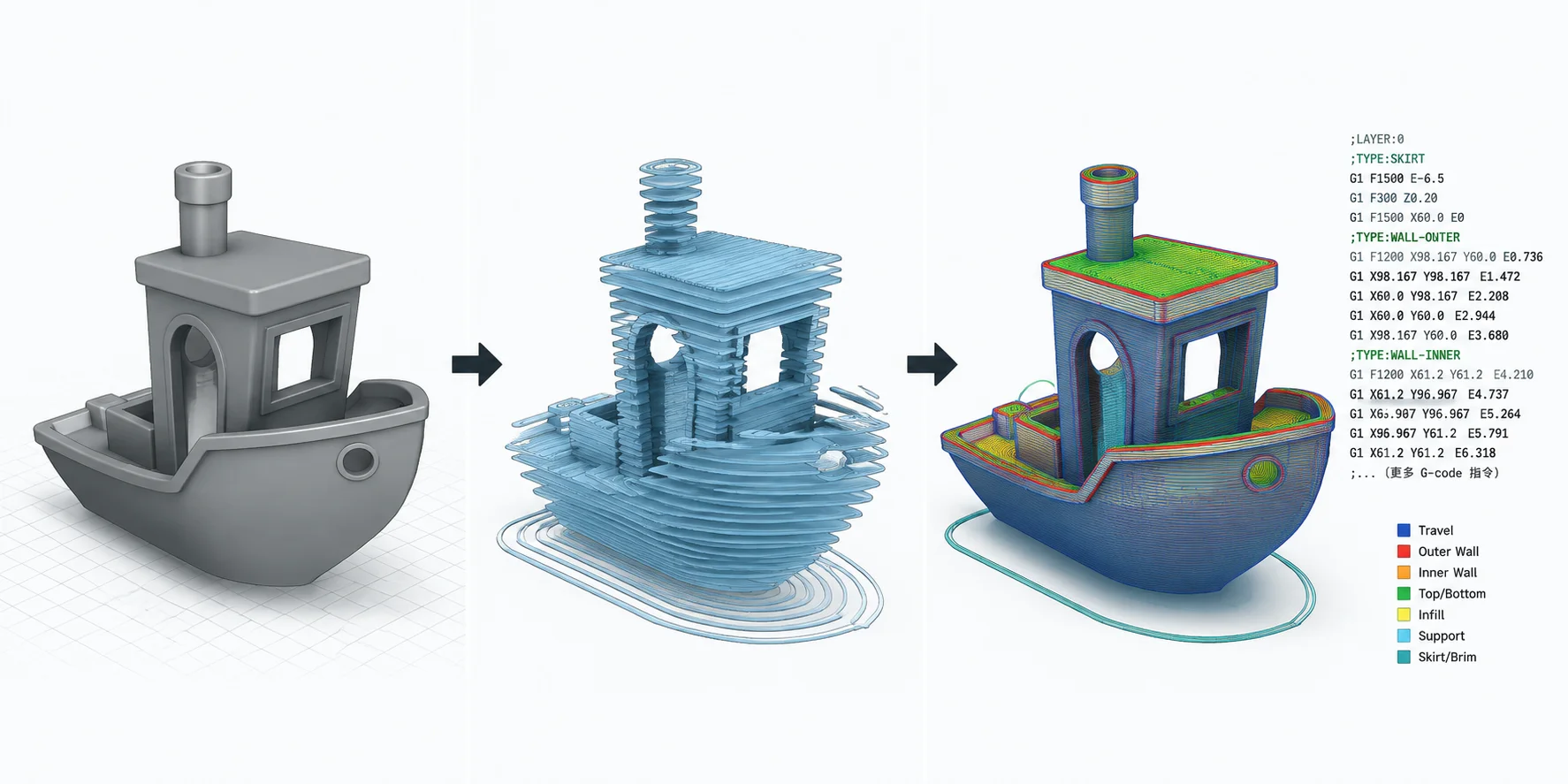
如果你想了解3D打印中的切片是什么,最简单的答案是:切片是将3D数字模型转换为一组薄水平层的过程,让3D打印机能够逐层理解并构建。由于大多数3D打印机无法直接"识别"或解读完整的3D形状,它们依赖逐步描述运动的指令。这些指令以G-code语言编写,精确告知打印机移动位置、移动速度和挤出材料的时机。
这项转换工作由切片软件完成,也称为3D打印切片器。切片器读取模型文件(通常是STL / 3MF文件),将其虚拟"切割"成数百乃至数千个薄层,类似于切面包或叠纸张。每一层都成为打印机可以跟随的2D路径,所有层合在一起重建出原始的3D物体。从这个意义上说,切片器就像人类设计几何体与机器可读运动指令之间的翻译器。
切片过程中,软件还会决定重要的打印参数,例如层高、填充率,以及悬空部分是否需要支撑结构。这些参数直接影响打印强度、表面质量和打印时间。没有切片,打印机就没有结构化的方案——只有一个无法读取的3D形状。有了切片,模型就变成了机器可以可靠执行的精确逐层蓝图。
为什么切片不可或缺?(没有切片会发生什么)
切片在3D打印中不可或缺,因为打印机无法直接理解3D模型。即使你在CAD软件中设计了一个物体并将其导出为STL / 3MF文件,打印机本身也无法识别实体几何形状、曲面或网格结构。它只理解简单的运动指令——沿X、Y、Z坐标移动并控制挤出。没有切片,模型只是一个无法执行的数字形状,没有任何可操作的指令。
这就是切片软件(即3D打印切片器)变得至关重要的原因。它通过生成G-code将模型转换为逐步构建计划,而G-code是大多数FDM打印机唯一能理解的语言。切片器从本质上填补了"物体看起来是什么样"与"打印机应该如何构建它"之间的差距,将静态网格转化为控制打印头每一次运动的动态逐层路线图。
没有切片,3D打印机根本不知道如何开始、往哪里移动或挤出多少材料,打印将根本无法实现。这就是为什么切片不是可选步骤,而是任何工作流程中的必要环节。
切片如何工作(从STL到G-code)
切片是将数字3D模型转换为3D打印机实际可构建内容的核心工作流步骤。设计师处理的是STL / OBJ / 3MF文件,这些文件仅描述表面和几何形状,打印机无法直接使用。3D打印切片器将其转换为G-code——一套控制运动、速度、温度和挤出的精确机器指令。
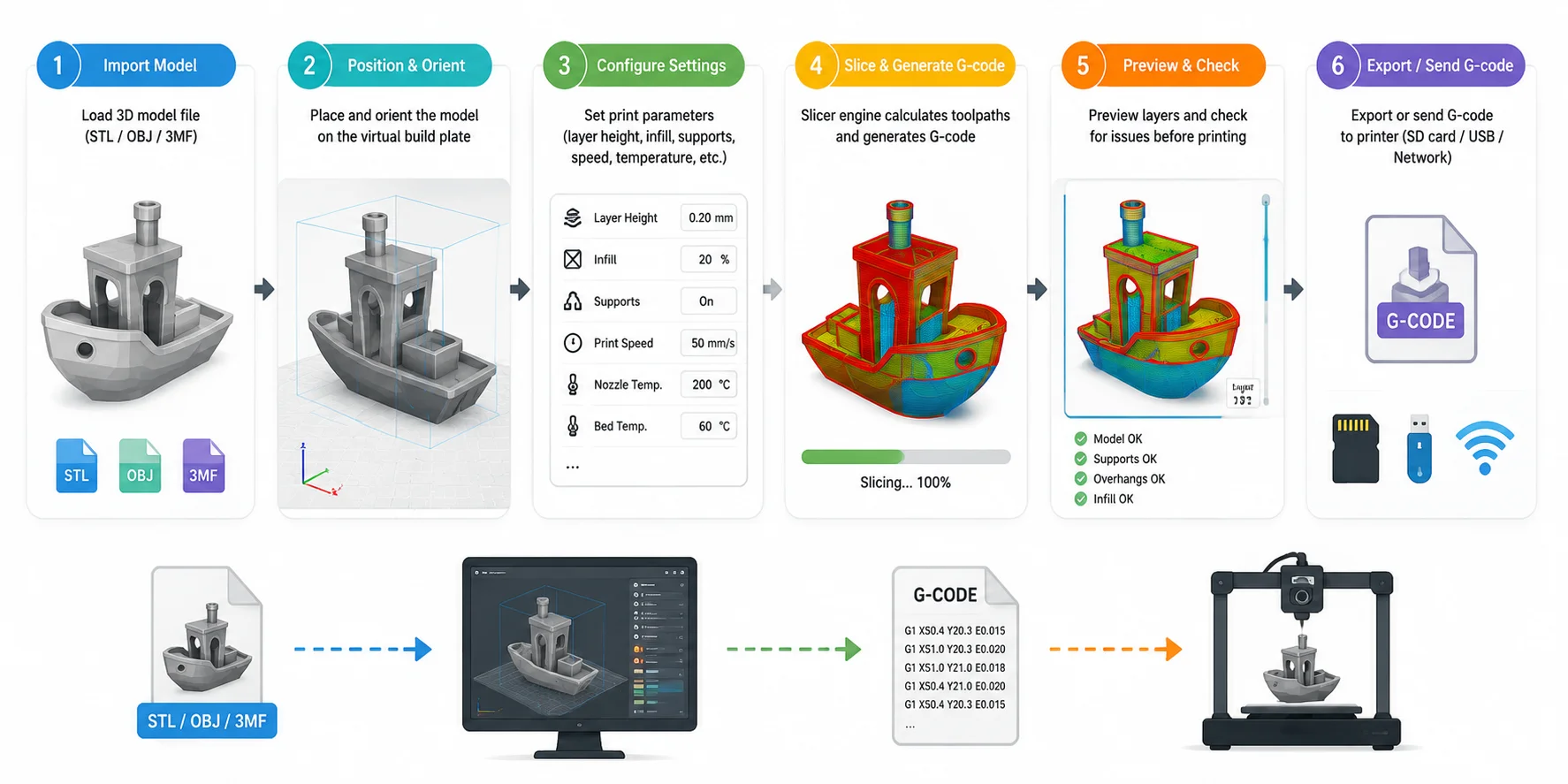
以下是大多数切片软件中使用的典型6步切片工作流程:
1. 导入3D模型(STL / OBJ / 3MF)
首先将模型加载到切片器中。这些格式存储物体的形状,但不包含打印方式。
2. 在虚拟构建板上定位和定向
将模型放置在模拟的打印平台上。朝向非常重要——错误的角度可能增加支撑结构、削弱强度或延长打印时间。
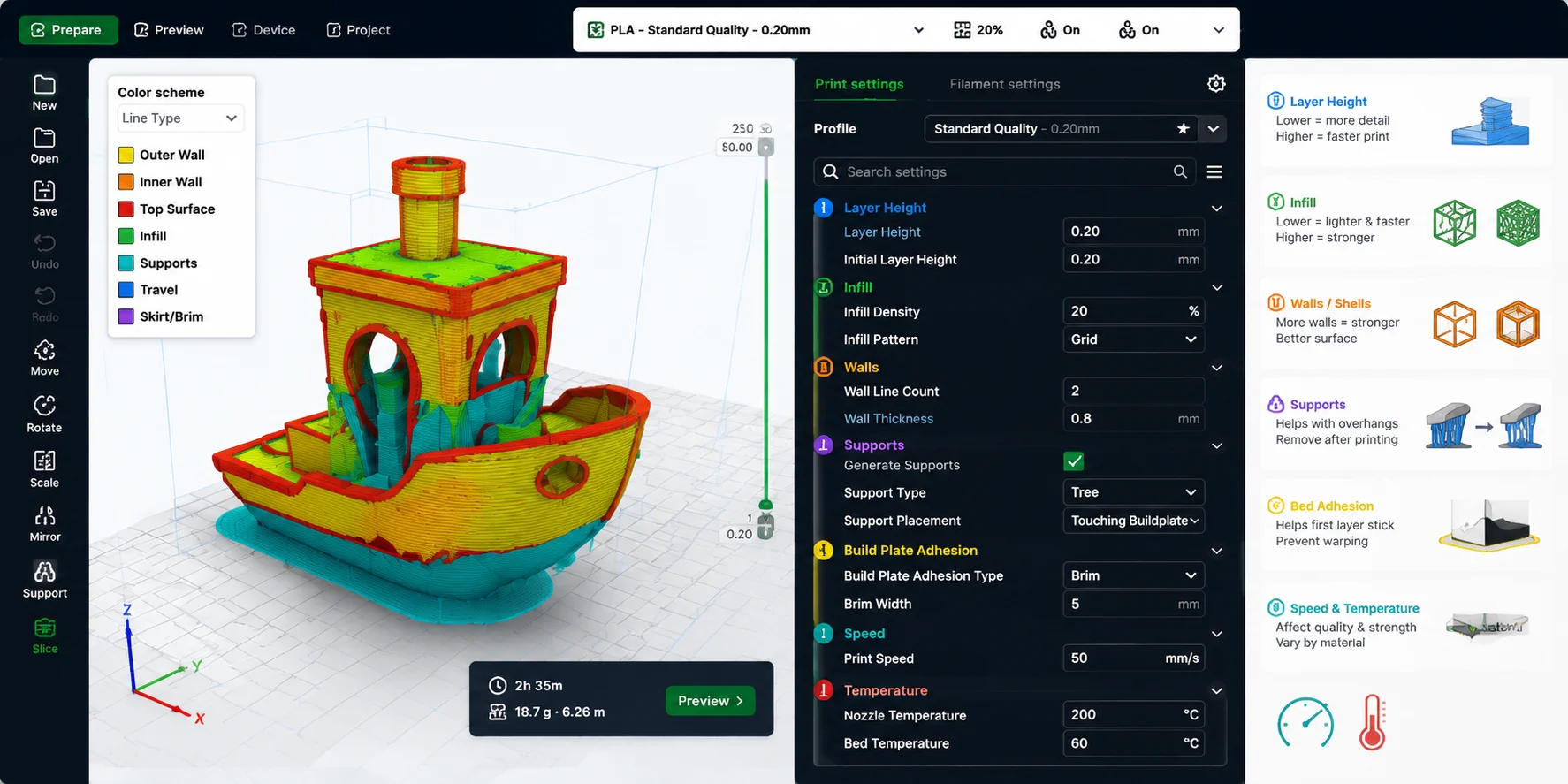
3. 配置打印参数
此处定义关键参数:
- 层高(细节与速度的权衡)
- 填充率(内部结构强度)
- 支撑结构(用于悬空部分)
- 打印速度与温度
这些设置对质量、强度和成本影响很大。
4. 切片引擎生成G-code
切片器计算所有工具路径,将模型转换为G-code——一套逐行指令,精确告知打印机每次移动的位置。
5. 预览和质量检查(关键步骤)
大多数切片器在打印前生成层预览。这个步骤常被低估,但它实际上是一次打印前质量检查:
- 检测缺失的支撑结构
- 发现薄弱的悬空部分
- 检查填充一致性
- 在打印失败发生前加以避免
跳过此步骤是新手最常见的错误之一。
6. 导出或将G-code发送至打印机
最后,G-code通过SD卡、USB或Wi-Fi传输至打印机,准备执行。
什么是G-code?
G-code是3D打印机的基础语言,是一套逐行机器命令,告知打印机:
- 移动到哪里(X、Y、Z坐标)
- 移动速度
- 何时挤出耗材
- 何时加热喷嘴或热床
每一行都是一条直接指令,例如移动打印头或挤出特定量的材料。没有G-code,即使打印机拥有完整的3D模型,也不知道如何在物理上构建该物体。
简而言之:
STL/3MF = 形状 切片器 = 翻译器 G-code = 执行语言
切片在3D打印工作流程中的位置
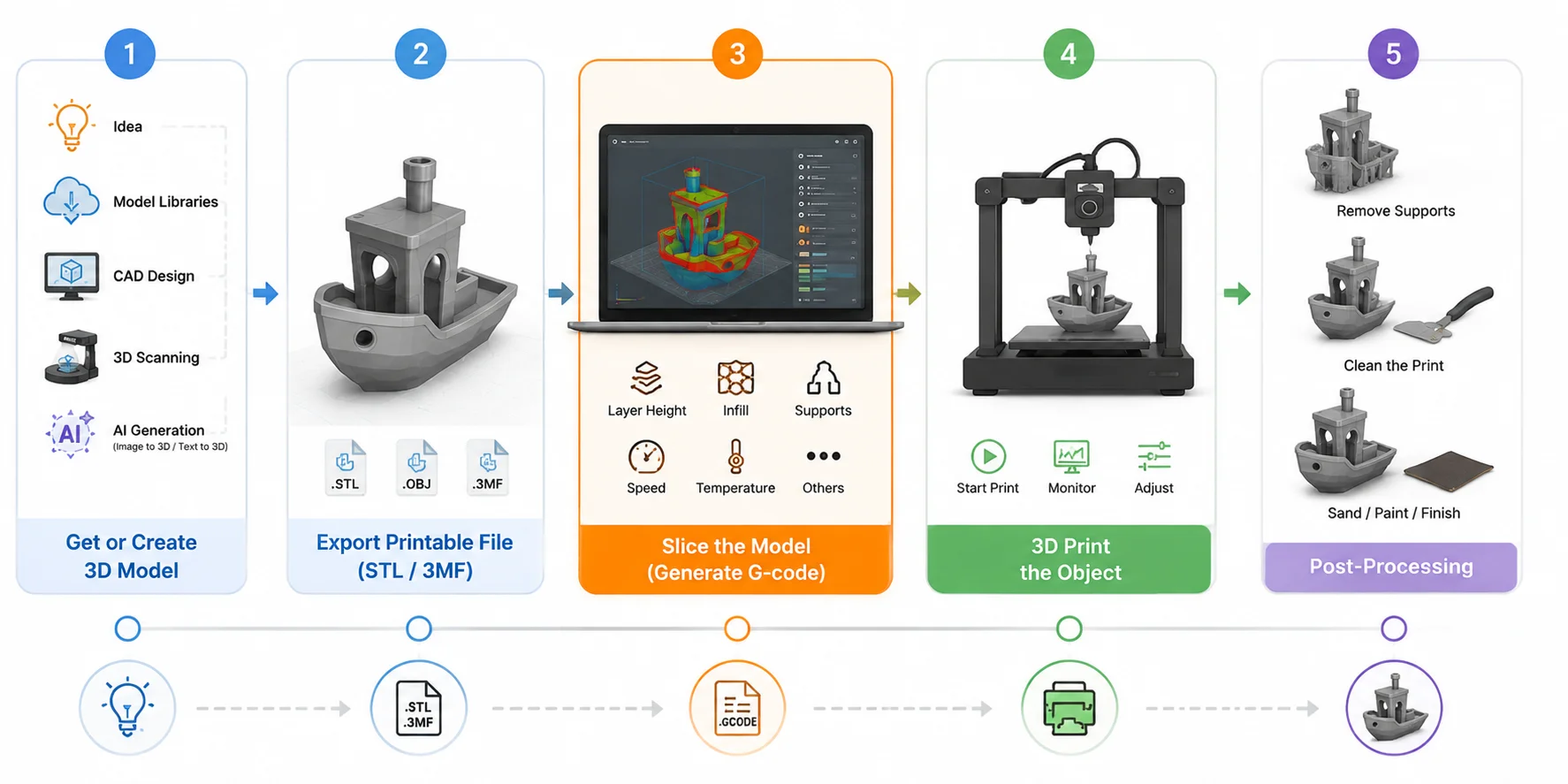
切片处于整个3D打印流程的中间位置,是设计与实体生产之间的关键桥梁。完整的工作流程通常分为五个阶段:
- 创建或获取3D模型
- 将其导出为可打印文件(STL / 3MF)
- 将模型切片为G-code ← 这是关键步骤
- 3D打印物体
- 后处理(去除支撑、打磨、表面处理)
那么切片具体在哪里?它发生在第3步,即已有有效的3D模型文件之后、打印机开始任何物理运动之前。换句话说,切片是数字物体变成真实制造计划的节点。
没有模型,切片就无法开始。你首先需要一个3D文件,它可以来自多个途径:
- 从模型库下载
- 在CAD软件中创建
- 通过3D扫描获取
- 或使用AI工具生成
例如,现代AI平台如Tripo AI Image to 3D和Tripo AI Text to 3D可以从单张图片或文字提示生成可打印模型。这些模型可以导出为STL或3MF文件,直接用于切片和打印。在某些生态系统中,切片软件甚至深度集成——模型可以直接发送到Bambu Studio等工具,实现一键准备和打印。
为什么这个中间步骤如此重要
这个"中间步骤"使整个工作流程成为可能。切片之前,你只有一个静态网格文件。切片之后,你获得了一份完整的制造计划(G-code),精确告知打印机如何逐层构建物体。
这就是为什么切片常被描述为设计与制造之间的翻译层。
创意 → 3D模型 → STL/3MF → 切片器 → G-code → 实体物体
切片器是唯一能够:
- 将几何形状转换为运动路径
- 定义逐层构建方式
- 将数字模型转化为机器指令
的环节。
控制打印效果的关键切片参数
模型切片完成后,对打印质量、强度和速度的真正控制来自3D打印切片器内的一组核心参数。这些参数决定了打印机以截然不同的方式解读同一模型——从快速草稿打印到高精度工程部件。
层高
层高是每个打印层的厚度,直接控制打印分辨率和打印时间。
- 含义: 切片模型中每一层的垂直高度
- 对打印的影响:
- 层高越小 → 表面越光滑、细节越丰富、打印越慢
- 层高越大 → 打印越快、层纹越明显
- 权衡: 细节与速度
- 新手推荐: 0.2 mm
可以类比切面包:切得越薄,效果越精细,但耗时越长。
填充率
填充率定义了物体内部填充材料的比例。
- 含义: 外壳内部的结构密度
- 范围: 0%(空心)到 100%(实心)
- 对打印的影响:
- 低填充率 → 更轻、更快、强度更低
- 高填充率 → 更强、更重、更慢、材料消耗更多
- 新手推荐: 15–20%
大多数功能性打印件不需要做成实心;切片器会创建内部图案(网格、陀螺线等)以平衡强度和效率。
外壁/壳层
外壁(也称为壳层)是打印件的外周。
- 含义: 构成表面的外层数量
- 对打印的影响:
- 更多外壁 → 零件更强、耐久性更好
- 更少外壁 → 打印更快、结构更弱
- 新手推荐: 2–3 层外壁
外壁对强度的影响通常大于填充率,因为它们最先承受外部载荷。
支撑结构
支撑结构是切片器为悬空部分生成的临时支撑。
- 含义: 用于无支撑几何形状的可拆卸脚手架
- 对打印的影响:
- 防止悬空部分下垂或塌陷
- 增加打印时间和后处理工作量
- 新手推荐: 仅在需要时启用
新手常见问题:
- 支撑太少 → 打印件下垂或失败
- 支撑太多 → 清理困难、去除后表面受损
底板粘附(裙边、边缘与底筏)
底板粘附设置帮助第一层正确粘附到打印平台。
- 裙边(Skirt): 模型周围的线条(不接触),用于预热挤出
- 边缘(Brim): 连接底座的额外线条,防止翘曲
- 底筏(Raft): 模型下方的完整底层,用于困难打印
- 对打印的影响:
- 粘附更好 → 失败打印更少
- 粘附更差 → 翘曲、打印中途脱落
- 新手推荐:
- 裙边:默认使用
- 边缘:适用于易翘曲的零件
- 底筏:仅用于困难几何形状或材料
打印速度与温度
这两个参数控制材料的物理沉积和粘合方式。
- 打印速度: 喷嘴移动的速度
- 温度: 喷嘴/热床的温度
- 对打印的影响:
- 速度越高 → 打印越快,精度越低
- 速度越低 → 细节越好,粘附越可靠
- 温度越高 → 流动性越好,但有拉丝风险
- 温度越低 → 边缘越干净,但有欠挤出风险
- 新手推荐: 使用切片器中材料的默认设置(PLA通常在适中速度和约200°C喷嘴温度下效果良好)
主流3D打印切片软件
在3D打印切片器方面,不同软件针对不同打印技术和生态系统进行了优化。大多数切片软件免费使用,但部分工具与特定打印机品牌深度集成,以获得更好的性能和可靠性。
从大类来看,切片器分为两类:FDM(耗材式)切片和光固化(SLA/DLP)切片。
FDM与光固化(SLA)切片的区别
FDM和光固化打印不仅使用不同的机器——它们的切片逻辑也从根本上不同。
- FDM切片专注于工具路径(喷嘴运动、挤出、填充结构)
- 光固化切片专注于层曝光(光照图案、固化时间、层蒙版)
换句话说:
FDM = 用熔融塑料绘制路径 光固化 = 投射光线固化层
主流FDM切片软件
以下是耗材3D打印中最广泛使用的切片器:
- Ultimaker Cura – 新手友好,支持机型广泛
- PrusaSlicer – 高级功能,质量控制出色
- Bambu Studio – 针对Bambu打印机优化,工作流高效
- Creality Print – 专为Creality生态系统设计
- OrcaSlicer – 功能强大的社区衍生版本,支持高级调优
主流光固化(SLA/DLP)切片软件
光固化切片器专为光敏树脂打印设计:
- Lychee Slicer – 用户体验极佳,支撑工具强大
- ChiTuBox – 众多光固化打印机的行业标准
- Formlabs PreForm – 针对Formlabs生态系统优化
快速对比表

常见切片错误(及修复方法)
即使拥有好的模型和强大的3D打印切片器,许多打印失败实际上源于错误的切片设置,而非打印机本身。了解这些常见错误可以节省大量时间、材料和精力。
支撑结构设置不当
最常见的问题之一是支撑设置不正确。
- 问题所在:
- 支撑太少 → 悬空部分塌陷或下垂
- 支撑太多 → 难以去除、表面受损
- 切片解决方案:
- 对复杂形状启用树形支撑
- 调整支撑密度和悬空角度
- 如有条件,使用"仅在需要处添加支撑"模式
支撑就像临时脚手架——足够即可,切勿过量。
层高过高或过低
层高直接影响质量和打印时间。
- 过高:
- 层纹明显
- 层间粘合更弱
- 过低:
- 打印时间极长
- 欠挤出问题发生概率增加
- 切片解决方案:
- 在速度与细节之间取得平衡
- 使用0.2 mm作为安全默认值
底板粘附失败(翘曲/"意面打印")
若第一层粘附不好,打印往往早早失败。
- 问题所在:
- 模型在打印中途脱落
- 边角向上翘曲
- 耗材变成"意面"
- 切片解决方案:
- 启用边缘或底筏
- 增大第一层宽度
- 降低第一层打印速度
底板粘附至关重要,因为每次打印都依赖稳定的基础。
欠挤出(层间出现间隙)
当沉积材料不足时会发生欠挤出。
- 问题所在:
- 结构薄弱
- 层间可见间隙
- 零件脆化
- 切片解决方案:
- 提高流量(挤出倍率)
- 适当提高喷嘴温度
- 降低打印速度
跳过切片预览
许多新手跳过预览阶段,这常常导致本可避免的打印失败。
- 问题所在:
- 缺失的支撑未被检测到
- 薄弱的悬空部分未被注意
- 填充结构错误
- 切片解决方案:
- 始终使用层预览模式
- 在打印前检查工具路径
这是3D打印中最有效的"免费改进"之一。
快速修复表
| 错误 | 原因 | 切片解决方案 |
|---|---|---|
| 支撑失败 | 支撑密度/位置不当 | 调整支撑,使用树形支撑 |
| 层问题 | 层高设置错误 | 设置 ~0.2 mm 默认值 |
| 底板粘附失败 | 第一层设置不当 | 边缘 / 底筏 / 降低第一层速度 |
| 欠挤出 | 流量或温度偏低 | 提高流量/温度 |
| 打印失败未察觉 | 未进行预览检查 | 始终使用切片器预览 |
常见问题解答
3D打印必须进行切片吗?
是的。打印机无法直接读取STL/3MF文件,因此必须切片以生成G-code。
3D打印中的切片是什么意思?
指将3D模型分解为层并将其转换为G-code指令的过程。
切片需要多长时间?
通常几秒到几分钟,具体取决于模型大小和复杂程度。
3D打印中的G-code是什么?
G-code是一套逐行机器指令,控制打印机的运动和打印方式。
新手最佳切片软件是什么?
Ultimaker Cura、PrusaSlicer和Bambu Studio是FDM新手最易上手的切片软件。
SLA还是FDM更好?
FDM在强度和成本方面更优,而SLA在细节和表面质量方面更出色。
结语
切片在获得3D模型后进行。还没有模型?借助Tripo AI,你可以将单张图片或文字提示转换为3D模型,只需几秒即可导出STL或3MF文件,直接拖入切片器使用。




