Что такое слайсинг в 3D-печати? Руководство для начинающих
TL;DR
- Слайсинг преобразует 3D-модель (STL/3MF) в G-code, понятный принтеру.
- Модель разбивается на тонкие слои, для каждого из которых генерируются траектории движения.
- Без слайсинга 3D-принтер не может интерпретировать или напечатать модель.
- Такие параметры, как высота слоя, заполнение, поддержки и скорость, управляют качеством, прочностью и временем печати.
- Принтеры FDM и смоляные используют разные слайсеры, но оба полагаются на слайсинг для создания инструкций печати.
Это руководство охватывает всё, что нужно знать о слайсинге в 3D-печати: от того, как слайсер преобразует STL- или 3MF-файл в G-code, до лучшего программного обеспечения для нарезки, основных настроек и типичных ошибок.
Что такое слайсинг в 3D-печати?
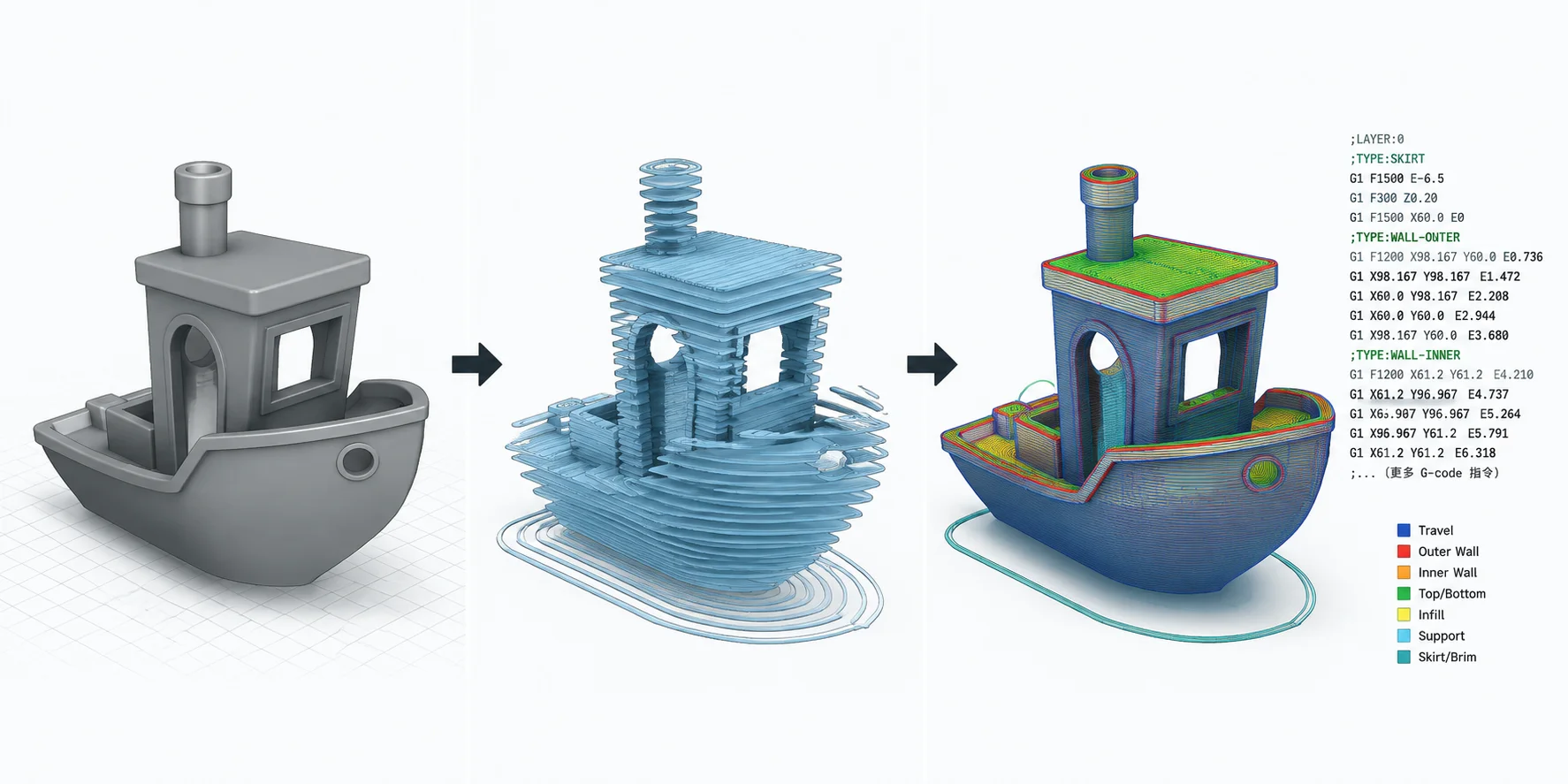
Если вы задаётесь вопросом что такое слайсинг в 3D-печати, самый простой ответ таков: слайсинг — это процесс преобразования цифровой 3D-модели в набор тонких горизонтальных слоёв, которые 3D-принтер может понять и выстраивать один за другим. Поскольку большинство 3D-принтеров не могут «видеть» или интерпретировать полную 3D-форму напрямую, они полагаются на инструкции, которые описывают движение шаг за шагом. Эти инструкции записаны на языке под названием G-code, который сообщает принтеру точно, куда двигаться, с какой скоростью и когда подавать материал.
Эту работу по переводу выполняет программное обеспечение для слайсинга, также известное как слайсер для 3D-печати. Слайсер берёт файл модели — обычно STL / 3MF файл — и виртуально «разрезает» его на сотни или тысячи тонких слоёв, подобно нарезке буханки хлеба или стопке листов бумаги. Каждый слой превращается в 2D-путь, которому может следовать принтер, а все слои вместе воссоздают исходный 3D-объект. В этом смысле слайсер действует как переводчик между спроектированной человеком геометрией и машиночитаемым движением.
В процессе слайсинга программа также определяет важные параметры печати: высоту слоя, заполнение и необходимость поддержек для нависающих элементов. Эти настройки напрямую влияют на прочность отпечатка, качество поверхности и время печати. Без слайсинга у принтера не было бы структурированного плана — только нечитаемая 3D-форма. С ним модель превращается в точный послойный чертёж, который машина может надёжно выполнить.
Почему слайсинг необходим? (Что происходит без него)
Слайсинг необходим в 3D-печати, потому что принтер не может напрямую понять 3D-модель. Даже если вы разработали объект в CAD-программе и экспортировали его как STL / 3MF файл, сам принтер не распознаёт твёрдую геометрию, поверхности или сеточные структуры. Вместо этого он понимает только простые команды движения — перемещение по координатам X, Y, Z и управление экструзией. Без слайсинга модель — это просто нечитаемая цифровая форма без каких-либо выполнимых инструкций.
Именно здесь программа для слайсинга (или слайсер для 3D-печати) становится критически важной. Она преобразует модель в пошаговый план построения, генерируя G-code — единственный язык, который понимает большинство FDM-принтеров. Слайсер по сути заполняет разрыв между «как выглядит объект» и «как принтер должен его построить». Он превращает статичную сетку в динамичную послойную карту маршрутов, управляющую каждым движением печатающей головки.
Без слайсинга 3D-принтер не имел бы представления, как начать, куда двигаться или сколько материала подавать — то есть печать была бы невозможна. Вот почему слайсинг — это не опция, а обязательный шаг в любом рабочем процессе.
Как работает слайсинг (от STL до G-code)
Слайсинг — это ключевой шаг рабочего процесса, превращающий цифровую 3D-модель в нечто, что 3D-принтер действительно может построить. Хотя дизайнеры работают с STL / OBJ / 3MF файлами, эти файлы описывают только поверхности и геометрию. Принтер не может использовать их напрямую. Вместо этого слайсер для 3D-печати преобразует их в G-code — набор точных машинных инструкций, управляющих движением, скоростью, температурой и экструзией.
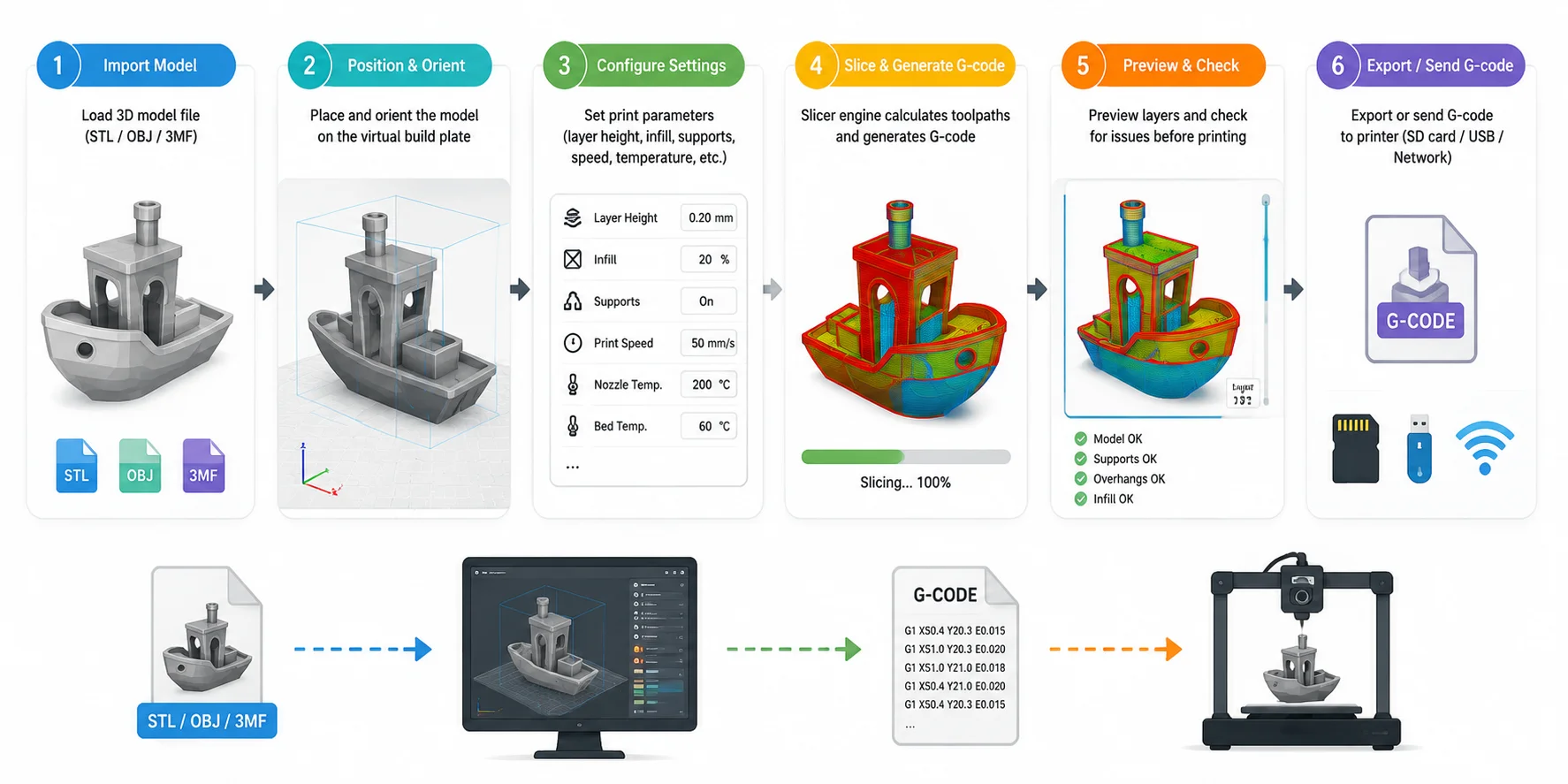
Ниже приведён типичный 6-шаговый рабочий процесс слайсинга, используемый в большинстве программ для слайсинга:
1. Импорт 3D-модели (STL / OBJ / 3MF)
Начните с загрузки модели в слайсер. Эти форматы хранят форму объекта, но не инструкции по его печати.
2. Позиционирование и ориентация на виртуальной рабочей платформе
Модель размещается на виртуальном столе принтера. Ориентация очень важна — неправильные углы могут увеличить количество поддержек, снизить прочность или увеличить время печати.
3. Настройка параметров печати
Здесь задаются ключевые параметры:
- Высота слоя (детализация vs скорость)
- Заполнение (прочность внутренней структуры)
- Поддержки (для нависающих элементов)
- Скорость печати и температура
Эти настройки существенно влияют на качество, прочность и стоимость.
4. Слайсер генерирует G-code
Слайсер рассчитывает все траектории и преобразует модель в G-code — построчный набор инструкций, сообщающий принтеру точно, куда двигаться.
5. Предварительный просмотр и проверка качества (критический шаг)
Большинство слайсеров генерируют предварительный просмотр слоёв перед печатью. Этот шаг часто недооценивают, но фактически это контроль качества перед печатью:
- Обнаружение отсутствующих поддержек
- Выявление слабых нависающих элементов
- Проверка равномерности заполнения
- Предотвращение сбоев печати до их возникновения
Пропуск этого шага — одна из наиболее распространённых ошибок начинающих.
6. Экспорт или отправка G-code на принтер
Наконец, G-code передаётся через SD-карту, USB или Wi-Fi на принтер, готовый к выполнению.
Что такое G-code?
G-code — фундаментальный язык 3D-принтеров. Это построчный набор машинных команд, сообщающих принтеру:
- куда двигаться (координаты X, Y, Z)
- с какой скоростью двигаться
- когда подавать филамент
- когда нагревать сопло или стол
Каждая строка — это прямая инструкция, например перемещение печатающей головки или подача определённого количества материала. Без G-code принтер не имеет представления, как физически построить объект — даже если у него есть полная 3D-модель.
Простыми словами:
STL/3MF = форма Слайсер = переводчик G-code = язык выполнения
Место слайсинга в рабочем процессе 3D-печати
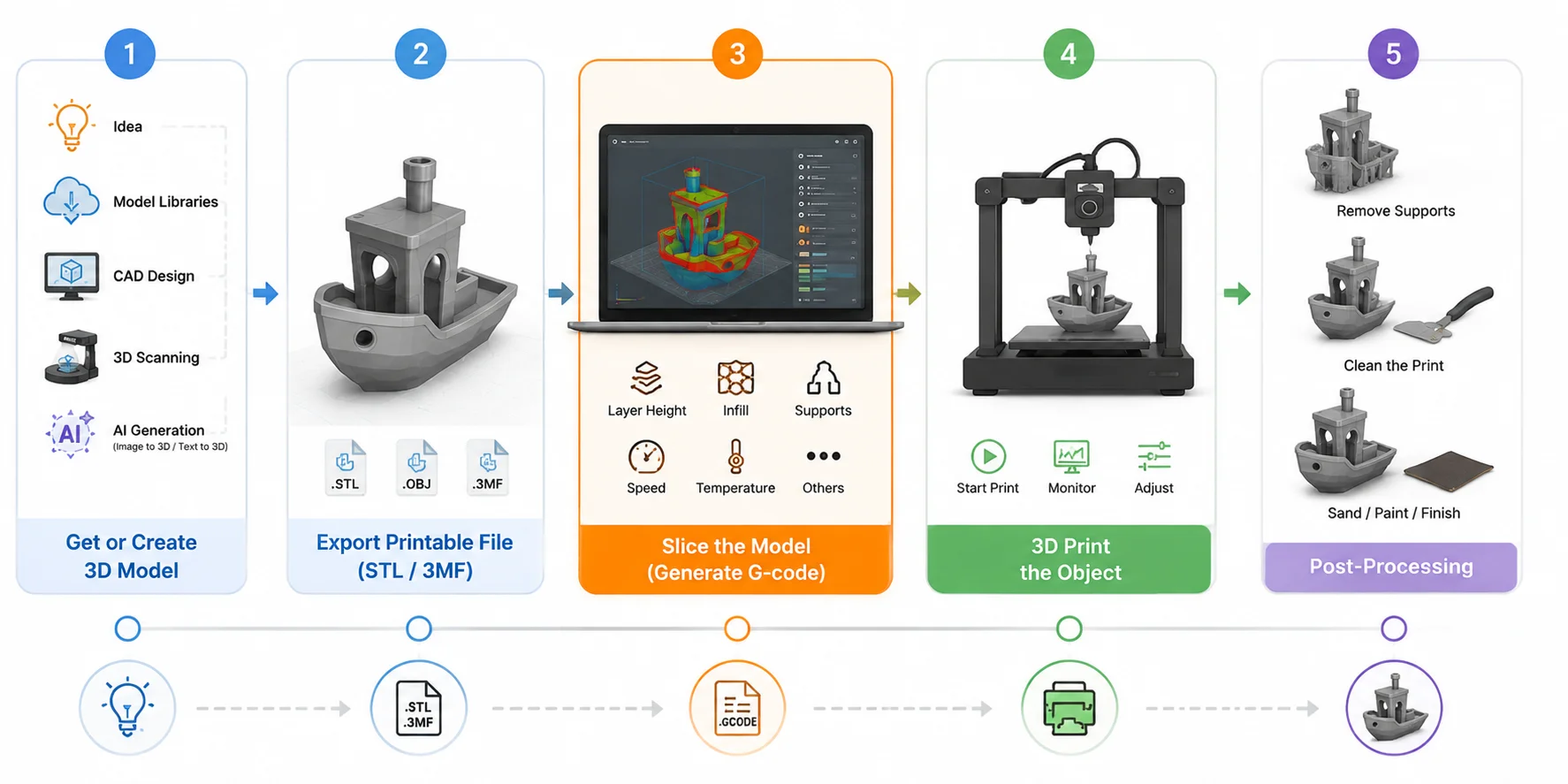
Слайсинг находится в середине всего конвейера 3D-печати, выступая критически важным мостом между проектированием и физическим производством. Полный рабочий процесс обычно включает пять этапов:
- Создание или получение 3D-модели
- Экспорт в печатаемый формат (STL / 3MF)
- Нарезка модели в G-code ← это ключевой шаг
- 3D-печать объекта
- Постобработка (удаление поддержек, шлифовка, финишная обработка)
Где именно находится слайсинг? На шаге 3, после того как у вас уже есть действительный файл 3D-модели, но до начала любого физического движения принтера. Иными словами, слайсинг — это момент, когда цифровой объект становится реальным производственным планом.
Без модели слайсинг не может начаться. Сначала нужен 3D-файл, который может поступить из нескольких источников:
- Скачан из библиотек моделей
- Создан в CAD-программе
- Получен с помощью 3D-сканирования
- Или сгенерирован с помощью инструментов ИИ
Например, современные платформы ИИ Tripo AI Image to 3D и Tripo AI Text to 3D могут генерировать печатаемые модели из одного изображения или текстового запроса. Эти модели затем можно экспортировать как STL или 3MF файлы, готовые для слайсинга и печати. В некоторых экосистемах программы для слайсинга даже глубоко интегрированы — модели можно отправлять напрямую в такие инструменты, как Bambu Studio, для подготовки и печати одним щелчком.
Почему это промежуточное положение важно
Этот «средний шаг» делает возможным весь рабочий процесс. До слайсинга у вас есть только статичный файл сетки. После слайсинга вы получаете полностью определённый производственный план (G-code), который сообщает принтеру точно, как строить объект слой за слоем.
Вот почему слайсинг часто описывают как слой трансляции между проектированием и производством.
Идея → 3D-модель → STL/3MF → Слайсер → G-code → Физический объект
Слайсер — единственный этап, который:
- преобразует геометрию в траектории движения
- определяет послойное построение
- трансформирует цифровую модель в машинные инструкции
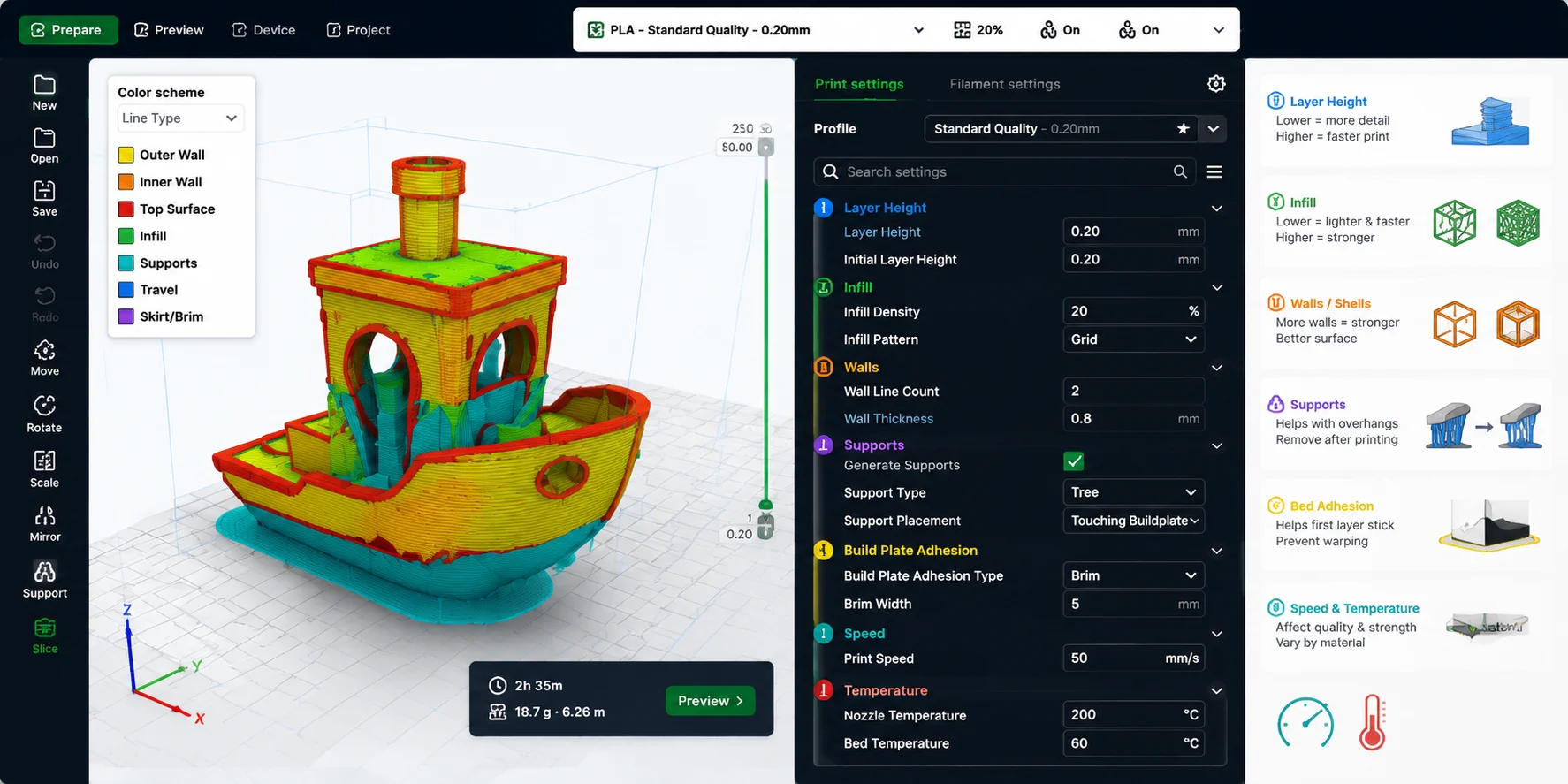
Ключевые настройки слайсинга, управляющие печатью
После нарезки модели реальный контроль над качеством, прочностью и скоростью печати обеспечивается набором основных параметров внутри слайсера для 3D-печати. Эти настройки определяют, как принтер интерпретирует одну и ту же модель совершенно по-разному — от быстрого чернового отпечатка до высокодетализированной инженерной детали.
Высота слоя
Высота слоя — это толщина каждого напечатанного слоя. Она напрямую управляет разрешением печати и временем печати.
- Что это: Вертикальная высота каждого слоя в нарезанной модели
- Как влияет на печать:
- Меньшая высота слоя → более гладкая поверхность, выше детализация, медленнее печать
- Большая высота слоя → быстрее печать, более заметные линии слоёв
- Компромисс: Детализация vs скорость
- Рекомендация для начинающих: 0,2 мм
Представьте это как нарезку хлеба: более тонкие ломтики выглядят изящнее, но занимают больше времени на нарезку.
Заполнение
Заполнение определяет, насколько материал заполняет внутреннюю часть объекта.
- Что это: Плотность внутренней структуры внутри оболочки
- Диапазон: от 0% (пустотелый) до 100% (сплошной)
- Как влияет на печать:
- Низкое заполнение → легче, быстрее, слабее
- Высокое заполнение → прочнее, тяжелее, медленнее, больше расход материала
- Рекомендация для начинающих: 15–20%
Большинству функциональных отпечатков не нужно быть сплошными; слайсер создаёт внутренние узоры (сетка, гироид и т. д.) для баланса прочности и эффективности.
Стенки / оболочки
Стенки (также называемые оболочками) — это внешний периметр отпечатка.
- Что это: Количество внешних слоёв, формирующих поверхность
- Как влияет на печать:
- Больше стенок → более прочная деталь, лучшая долговечность
- Меньше стенок → быстрее печать, более слабая структура
- Рекомендация для начинающих: 2–3 стенки
Стенки обычно важнее для прочности, чем заполнение, поскольку они первыми воспринимают внешнюю нагрузку.
Поддержки
Поддержки — временные структуры, генерируемые слайсером для нависающих элементов.
- Что это: Съёмные леса для неподдерживаемой геометрии
- Как влияет на печать:
- Предотвращает провисание или обрушение нависающих элементов
- Увеличивает время печати и объём постобработки
- Рекомендация для начинающих: Включать только при необходимости
Типичная проблема начинающих:
- Слишком мало поддержек → провисание или сбой печати
- Слишком много поддержек → сложная очистка, повреждение поверхности после удаления
Адгезия стола (юбки, поля и рафты)
Настройки адгезии стола помогают первому слою правильно прилипнуть к рабочей платформе.
- Юбка (Skirt): Линия вокруг модели (без контакта) для прогрева экструзии
- Поле (Brim): Дополнительные линии, прикреплённые к основанию, для предотвращения коробления
- Рафт (Raft): Полный базовый слой под моделью для сложных отпечатков
- Как влияет на печать:
- Лучшая адгезия → меньше неудачных отпечатков
- Плохая адгезия → коробление, отрыв в процессе печати
- Рекомендация для начинающих:
- Юбка: по умолчанию
- Поле: использовать для деталей, склонных к короблению
- Рафт: только для сложных геометрий/материалов
Скорость печати и температура
Эти два параметра управляют тем, как материал физически наносится и скрепляется.
- Скорость печати: Скорость движения сопла
- Температура: Насколько горячи сопло и стол
- Как влияет на печать:
- Более высокая скорость → быстрее печать, ниже точность
- Более низкая скорость → лучше детализация, надёжнее адгезия
- Более высокая температура → лучший поток, риск «стрингинга»
- Более низкая температура → чище края, риск недоэкструзии
- Рекомендация для начинающих: Используйте настройки слайсера по умолчанию для вашего материала (PLA обычно хорошо работает при умеренной скорости и температуре сопла ~200°C)
Популярное программное обеспечение для слайсинга 3D-печати
Когда речь идёт о слайсерах для 3D-печати, разные программы оптимизированы для различных технологий печати и экосистем. Большинство программ для слайсинга бесплатны, но некоторые инструменты тесно интегрированы с конкретными брендами принтеров для лучшей производительности и надёжности.
В широком смысле слайсеры делятся на две категории: слайсинг FDM (на основе филамента) и слайсинг для смолы (SLA/DLP).
FDM vs смоляной (SLA) слайсинг
FDM и смоляная печать используют не только разные машины — они также применяют принципиально разную логику слайсинга.
- Слайсинг FDM фокусируется на траекториях (движение сопла, экструзия, структуры заполнения)
- Слайсинг для смолы фокусируется на экспозиции слоёв (световые паттерны, время отверждения, маски слоёв)
Иными словами:
FDM = рисование путей расплавленным пластиком Смола = проецирование света для затвердевания слоёв
Популярные программы для слайсинга FDM
Наиболее широко используемые слайсеры для нитевой 3D-печати:
- Ultimaker Cura — дружелюбен для начинающих, широко поддерживается
- PrusaSlicer — расширенные функции, отличный контроль качества
- Bambu Studio — оптимизирован для принтеров Bambu, быстрый рабочий процесс
- Creality Print — разработан для экосистемы Creality
- OrcaSlicer — мощная версия с открытым исходным кодом от сообщества с расширенной настройкой
Популярные программы для слайсинга смолы (SLA/DLP)
Слайсеры для смолы предназначены для фотополимерной печати:
- Lychee Slicer — очень удобен, отличные инструменты поддержек
- ChiTuBox — отраслевой стандарт для многих смоляных принтеров
- Formlabs PreForm — оптимизирован для экосистемы Formlabs
Таблица быстрого сравнения

Распространённые ошибки слайсинга (и как их исправить)
Даже при наличии хороших моделей и мощного слайсера для 3D-печати многие сбои печати фактически происходят из-за неправильных настроек слайсинга, а не из-за самого принтера. Понимание этих типичных ошибок может сэкономить много времени, материала и нервов.
Неправильные настройки поддержек
Одна из наиболее распространённых проблем — неправильные настройки поддержек.
- Что идёт не так:
- Слишком мало поддержек → нависающие элементы обрушиваются или провисают
- Слишком много поддержек → трудно удалить, повреждение поверхности
- Исправление в слайсере:
- Включите древовидные поддержки для сложных форм
- Отрегулируйте плотность поддержек и угол нависания
- Используйте режим «поддержки только там, где нужно», если доступен
Поддержки работают как временные леса — ровно столько, сколько нужно, без излишков.
Слишком высокая или слишком низкая высота слоя
Высота слоя напрямую влияет как на качество, так и на время печати.
- Слишком высокая:
- Видимые линии слоёв
- Более слабое сцепление слоёв
- Слишком низкая:
- Чрезвычайно долгое время печати
- Повышенный риск проблем с недоэкструзией
- Исправление в слайсере:
- Найдите баланс между скоростью и детализацией
- Используйте 0,2 мм как безопасное значение по умолчанию
Сбой адгезии стола (коробление / «спагетти-печать»)
Если первый слой не прилипает должным образом, печать часто заканчивается неудачей.
- Что идёт не так:
- Модель отрывается в процессе печати
- Углы загибаются вверх (коробление)
- Филамент превращается в «спагетти»
- Исправление в слайсере:
- Включите поле или рафт
- Увеличьте ширину первого слоя
- Замедлите скорость первого слоя
Адгезия стола критична, поскольку каждый отпечаток зависит от стабильного основания.
Недоэкструзия (зазоры между слоями)
Это происходит, когда подаётся недостаточно материала.
- Что идёт не так:
- Слабая структура
- Видимые зазоры между слоями
- Хрупкие детали
- Исправление в слайсере:
- Увеличьте скорость потока (множитель экструзии)
- Немного повысьте температуру сопла
- Снизьте скорость печати
Пропуск предварительного просмотра слайсинга
Многие начинающие пропускают этап предварительного просмотра, что часто приводит к предотвратимым сбоям.
- Что идёт не так:
- Отсутствующие поддержки не обнаруживаются
- Слабые нависающие элементы остаются незамеченными
- Неправильная структура заполнения
- Исправление в слайсере:
- Всегда используйте режим предварительного просмотра слоёв
- Проверяйте траектории перед печатью
Это одно из наиболее эффективных «бесплатных улучшений» в 3D-печати.
Таблица быстрых исправлений
| Ошибка | Причина | Исправление в слайсере |
|---|---|---|
| Сбой поддержек | Неправильная плотность/расположение поддержек | Настройте поддержки, используйте древовидные поддержки |
| Проблемы со слоями | Неправильная высота слоя | Установите ~0,2 мм по умолчанию |
| Сбой адгезии стола | Плохая настройка первого слоя | Поле / рафт / замедлить первый слой |
| Недоэкструзия | Низкий поток или температура | Увеличьте поток/температуру |
| Игнорирование сбоя печати | Без проверки предварительного просмотра | Всегда используйте предварительный просмотр слайсера |
Frequently Asked Questions
Нужно ли обязательно нарезать 3D-отпечаток?
Да. Принтеры не могут напрямую читать STL/3MF файлы, поэтому слайсинг необходим для генерации G-code.
Что означает слайсинг в 3D-печати?
Это означает преобразование 3D-модели в слои и их конвертацию в инструкции G-code.
Сколько времени занимает слайсинг?
Обычно от секунд до минут, в зависимости от размера и сложности модели.
Что такое G-code в 3D-печати?
G-code — это построчный набор машинных инструкций, управляющих тем, как принтер двигается и печатает.
Какое программное обеспечение для слайсинга лучше для начинающих?
Ultimaker Cura, PrusaSlicer и Bambu Studio наиболее просты для начинающих пользователей FDM.
Что лучше: SLA или FDM?
FDM лучше для прочности и экономичности, тогда как SLA превосходит по детализации и качеству поверхности.
Заключение
Слайсинг начинается после того, как у вас есть 3D-модель. Её ещё нет? С Tripo AI вы можете превратить одно изображение или текстовый запрос в 3D-модель за секунды и экспортировать её как STL или 3MF файл — готовую сразу загрузить в ваш слайсер.